
Zu sehen in Ausgaben von: Canadian Finishing & Coating Mfg. Industrial Paint & Powder Magazine; Metal Finishing - Organic Finishing Guidebook
von David Beamish, DeFelsko Corporation
Aktualisiert: 09/13/2021

Die Schichtdicke ist eine wichtige Größe, die eine Rolle bei der Produktqualität, der Prozesskontrolle und der Kostenkontrolle spielt. Die Messung der Schichtdicke kann mit vielen verschiedenen Instrumenten durchgeführt werden. Ein Verständnis der für die Messung der Schichtdicke verfügbaren Geräte und ihrer Verwendung ist für jeden Beschichtungsbetrieb von Nutzen.
Welche Methode für eine bestimmte Lack- oder Beschichtungsmessung am besten geeignet ist, hängt unter anderem von der Art der Beschichtung, dem Substratmaterial, dem Schichtdickenbereich, der Größe und Form des Teils und den Kosten der Ausrüstung ab. Zu den gebräuchlichen Messverfahren für ausgehärtete organische Filme gehören zerstörungsfreie Trockenfilmmethoden wie Magnet-, Wirbelstrom-, Ultraschall- oder Mikrometermessungen sowie zerstörende Trockenfilmmethoden wie Querschnittsmessungen oder gravimetrische (Massen-)Messungen. Es gibt auch Verfahren zur Messung der Dicke von Farben und Pulverbeschichtungen, bevor der Film ausgehärtet ist.
Magnetische Farbmessgeräte werden zur zerstörungsfreien Messung der Dicke einer nichtmagnetischen Beschichtung auf eisenhaltigen Substraten verwendet. Die meisten Beschichtungen auf Stahl und Eisen werden auf diese Weise gemessen. Magnetische Messgeräte arbeiten nach einem von zwei Prinzipien: magnetischer Abzug oder magnetische/elektromagnetische Induktion.
Magnetische Abzieh-Lackdickenmesser verwenden einen Permanentmagneten, eine kalibrierte Feder und eine Skala. Die Anziehungskraft zwischen dem Magneten und dem magnetischen Stahl zieht die beiden zusammen. Mit zunehmender Schichtdicke, die die beiden trennt, wird es leichter, den Magneten wegzuziehen. Die Dicke der Farbe und der Beschichtung wird durch Messung dieser Anziehungskraft bestimmt. Dünnere Beschichtungen haben eine stärkere magnetische Anziehungskraft, während dickere Schichten eine vergleichsweise geringere Anziehungskraft haben. Bei der Prüfung mit magnetischen Schichtdickenmessgeräten spielen Oberflächenrauhigkeit, Krümmung, Substratdicke und die Zusammensetzung der Metalllegierung eine Rolle.
Magnetische Abzugsprüfer sind robust, einfach, preiswert, tragbar und erfordern in der Regel keine Kalibrierungseinstellung. Sie sind eine gute, kostengünstige Alternative in Situationen, in denen Qualitätsziele nur wenige Messwerte während der Produktion erfordern.
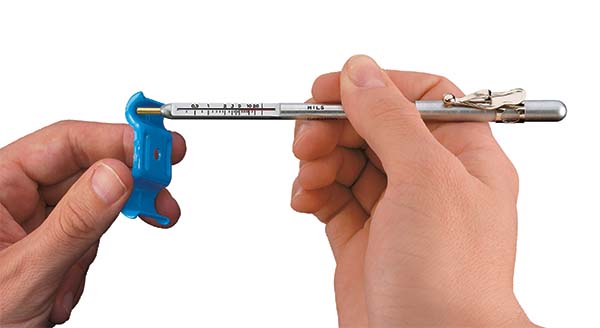
Magnetische Abzieh-Farbdickenmessgeräte sind in der Regel Modelle mit Bleistift oder Rollback-Skala. Bleistiftmodelle (PosiPen in Abb. 1) verwenden einen Magneten, der an einer Schraubenfeder befestigt ist, die senkrecht zur beschichteten Oberfläche arbeitet. Die meisten Abzugsmessgeräte für die Schichtdicke haben große Magnete und sind so konstruiert, dass sie nur in einer oder zwei Positionen arbeiten, wodurch die Schwerkraft teilweise kompensiert wird. Es ist eine genauere Version erhältlich, die einen winzigen, präzisen Magneten hat, um auf kleinen, heißen oder schwer zugänglichen Oberflächen zu messen. Ein dreifacher Indikator gewährleistet genaue Messungen, wenn das Dickenmessgerät nach unten, oben oder horizontal mit einer Toleranz von ±10 % ausgerichtet ist.
Modelle mit Rollback-Zifferblatt (PosiTest in Abb. 2) sind die gebräuchlichste Form der magnetischen Abzugskontrolle. Ein Magnet ist an einem Ende eines schwenkbaren, ausgeglichenen Arms befestigt und mit einer kalibrierten Spiralfeder verbunden. Durch Drehen der Skala mit einem Finger erhöht die Feder die Kraft auf den Magneten und zieht ihn von der Oberfläche ab. Diese Farbdickenmessgeräte sind einfach zu bedienen und verfügen über einen ausbalancierten Arm, der es ihnen ermöglicht, in jeder Position unabhängig von der Schwerkraft zu arbeiten. Sie sind in explosionsgefährdeten Umgebungen sicher und werden häufig von Malerbetrieben und kleinen Pulverbeschichtungsbetrieben verwendet. Die typische Toleranz beträgt ±5%.

DeFelsko stellt 2 Abzieh-Farbdickenmessgeräte her, das PosiPen und PosiTest.
Magnetinduktive Farbmessgeräte verwenden einen Permanentmagneten als Quelle des Magnetfelds. Ein Hall-Effekt-Generator oder ein Magneto-Widerstand wird verwendet, um die magnetische Flussdichte at einem Pol des Magneten zu messen. Elektromagnetische Induktionsfarbmessgeräte arbeiten mit einem magnetischen Wechselfeld. Ein weicher, ferromagnetischer Stab, der mit einer Spule aus feinem Draht umwickelt ist, wird zur Erzeugung eines Magnetfelds verwendet. Eine zweite Drahtspule wird verwendet, um Änderungen des magnetischen Flusses zu erkennen.
Diese elektronischen Farbmessgeräte messen die Änderung der magnetischen Flussdichte at der Oberfläche einer magnetischen Sonde, wenn diese sich einer Stahloberfläche nähert. Die Größe der Flussdichte at der Sondenoberfläche steht in direktem Zusammenhang mit dem Abstand zum Stahlsubstrat. Durch die Messung der Flussdichte kann die Schichtdicke bestimmt werden.

Elektronische magnetische Dickenmessgeräte (g PosiTector 6000 F Series, PosiTest DFT Ferrous) gibt es in vielen Formen und Größen. Sie verwenden in der Regel eine Sonde mit konstantem Druck, um konsistente Messwerte zu liefern, die nicht durch unterschiedliche Bediener beeinflusst werden. Die Messwerte werden auf einer Flüssigkristallanzeige (LCD) angezeigt. Farbmessgeräte können mit Optionen zur Speicherung der Messergebnisse, zur sofortigen Analyse der Messwerte und zur Ausgabe der Ergebnisse an einen Drucker oder Computer zur weiteren Prüfung ausgestattet sein. Die typische Toleranz beträgt ±1%.
Die Anweisungen des Herstellers sollten sorgfältig befolgt werden, um möglichst genaue Ergebnisse zu erzielen. Standard Testmethoden sind in ASTM D 1186, D 7091-05, ISO 2178 und ISO 2808 verfügbar.
Wirbelstromtechniken werden zur zerstörungsfreien Messung der Dicke von nichtleitenden Schichten auf Nichteisenmetallsubstraten eingesetzt. Eine Spule aus feinem Draht, die einen hochfrequenten Wechselstrom (über 1 MHz) leitet, wird verwendet, um ein magnetisches Wechselfeld at der Oberfläche der Sonde des Geräts aufzubauen. Wenn die Schichtdickensonde in die Nähe einer leitenden Oberfläche gebracht wird, erzeugt das magnetische Wechselfeld Wirbelströme auf der Oberfläche. Die Substrateigenschaften und der Abstand der Sonde vom Substrat (die Schichtdicke) beeinflussen die Größe der Wirbelströme. Die Wirbelströme erzeugen ihr eigenes, entgegengesetztes elektromagnetisches Feld, das von der Erregerspule oder von einer zweiten, benachbarten Spule erfasst werden kann.
Wirbelstrom-Schichtdickenmessgeräte (zg B. PosiTector 6000 N-Serie) sehen aus wie elektronische Magnetmessgeräte und funktionieren auch so. Sie werden zur Messung der Lack- und Schichtdicke auf allen Nichteisenmetallen verwendet. Wie magnetische elektronische Messgeräte verwenden sie in der Regel eine Sonde mit konstantem Druck und zeigen die Ergebnisse auf einer LCD-Anzeige an. Sie können auch über Optionen zur Speicherung der Messergebnisse oder zur sofortigen Analyse der Messwerte und zur Ausgabe an einen Drucker oder Computer für weitere Untersuchungen verfügen. Die typische Toleranz liegt bei ±1 %. Die Prüfung ist empfindlich gegenüber Oberflächenrauhigkeit, Krümmung, Substratdicke, Art des Metallsubstrats und Abstand zu einer Kante.
Standard Methoden für die Anwendung und Durchführung dieses Tests finden sich in ASTM B244, ASTM D1400, D7091 und ISO 2360.
Es ist heute üblich, dass Lackdickenmessgeräte sowohl das magnetische als auch das Wirbelstromprinzip in einem Gerät vereinen (g PosiTector 6000 FN, PosiTest DFT Combo). Einige von ihnen vereinfachen die Messung der meisten Beschichtungen auf beliebigen Metallen, indem sie je nach Untergrund automatisch von einem Funktionsprinzip auf das andere umschalten. Diese kombinierten Farbmessgeräte sind bei Malern und Pulverbeschichtern sehr beliebt.
Die Ultraschall-Impuls-Echo-Technik von Ultraschall-Lackdickenmessgeräten (zg B. PosiTector 200) wird zur Messung der Dicke von Beschichtungen auf nichtmetallischen Substraten (Kunststoff, Holz usw.) verwendet, ohne die Beschichtung zu beschädigen.

Die Sonde des Farbmessgeräts enthält einen Ultraschallwandler, der einen Impuls durch die Beschichtung sendet. Der Impuls wird vom Substrat zum Wandler zurückreflektiert und in ein elektrisches Hochfrequenzsignal umgewandelt. Die Echowellenform wird digitalisiert und analysiert, um die Schichtdicke zu bestimmen. Unter bestimmten Umständen können auch einzelne Schichten eines Mehrschichtsystems gemessen werden.
Die typische Toleranz für dieses Gerät beträgt ±3%. Standard Methoden für die Anwendung und Durchführung dieses Tests sind in ASTM D6132 verfügbar.
Weitere Informationen über Ultraschall-Lackdickenmessgeräte finden Sie unter"Einsatz von Ultraschall-Lackdickenmessgeräten".
Mikrometer werden manchmal zur Überprüfung der Schichtdicke verwendet. Sie haben den Vorteil, dass sie jede beliebige Kombination von Beschichtung und Substrat messen können, aber den Nachteil, dass sie Zugang zum blanken Substrat erfordern. Die Anforderung, sowohl die Oberfläche der Beschichtung als auch die Unterseite des Substrats zu berühren, kann einschränkend sein, und sie sind oft nicht empfindlich genug, um dünne Beschichtungen zu messen.
Es müssen zwei Messungen vorgenommen werden: eine mit und eine ohne Beschichtung. Die Differenz zwischen den beiden Messwerten, die Höhenabweichung, wird als Schichtdicke angesehen. Auf rauen Oberflächen messen Mikrometer die Schichtdicke oberhalb des höchsten Punktes.
Eine zerstörende Technik besteht darin, das beschichtete Teil im Querschnitt zu schneiden und die Schichtdicke durch mikroskopische Betrachtung des Schnitts zu messen. Bei einem anderen Querschnittverfahren wird ein skaliertes Mikroskop verwendet, um einen geometrischen Schnitt durch die Trockenfilmbeschichtung zu sehen. Ein spezielles Schneidewerkzeug wird verwendet, um eine kleine, präzise V-Nut durch die Beschichtung und in das Substrat zu schneiden. Es sind Lehren erhältlich, die komplett mit Schneidspitzen und beleuchteter Skalenlupe geliefert werden.
Die Prinzipien dieser zerstörerischen Methode sind zwar leicht zu verstehen, aber es gibt Möglichkeiten für Messfehler. Die Vorbereitung der Probe und die Interpretation der Ergebnisse erfordern Geschicklichkeit. Die Einstellung des Fadenkreuzes auf eine zerklüftete oder unscharfe Oberfläche kann zu Ungenauigkeiten führen, insbesondere bei unterschiedlichen Bedienern. Diese Methode wird eingesetzt, wenn kostengünstige, zerstörungsfreie Methoden nicht möglich sind, oder um zerstörungsfreie Ergebnisse zu bestätigen. ASTM D 4138 beschreibt eine Methode standard für dieses Messsystem.
Durch Messung der Masse und der Fläche der Beschichtung kann die Dicke bestimmt werden. Die einfachste Methode besteht darin, das Teil vor und nach der Beschichtung zu wiegen. Sobald die Masse und die Fläche bestimmt sind, wird die Dicke anhand der folgenden Gleichung berechnet:

wobei T die Dicke in Mikrometern, m die Masse der Beschichtung in Milligramm, A die geprüfte Fläche in Quadratzentimetern und d die Dichte in Gramm pro Kubikzentimeter ist.
Es ist schwierig, die Masse der Beschichtung der Dicke zuzuordnen, wenn das Substrat rau oder die Beschichtung ungleichmäßig ist. Laboratorien sind am besten für diese zeitaufwändige und oft zerstörerische Methode ausgerüstet.
Nassschichtdickenmessgeräte helfen bei der Bestimmung, wie viel Material nass aufgetragen werden muss, um eine bestimmte Trockenschichtdicke zu erreichen, vorausgesetzt, der Volumenprozentanteil der Feststoffe ist bekannt. Sie messen alle Arten von nassen organischen Beschichtungen wie Farben, Lacke und Lasuren auf flachen oder gekrümmten glatten Oberflächen.
Durch die Messung der Nassfilmdicke während des Auftragens wird die Notwendigkeit einer sofortigen Korrektur und Anpassung durch den Verarbeiter erkannt. Eine Korrektur des Films, nachdem er getrocknet oder chemisch ausgehärtet ist, erfordert kostspielige zusätzliche Arbeitszeit, kann zu einer Verunreinigung des Films führen und Probleme mit der Haftung und Integrität des Beschichtungssystems verursachen.
Die Gleichungen zur Bestimmung der korrekten Nassfilmdicke (WFT), sowohl mit als auch ohne Verdünnung, lauten wie folgt:
Ohne Verdünnung:

Mit Verdünner:

Der Nassfilm wird am häufigsten mit einem Nassfilmkamm oder -rad gemessen. Der Nassfilmkamm ist eine flache Platte aus Aluminium, Kunststoff oder rostfreiem Stahl mit kalibrierten Kerben an den Kanten jeder Seite. Das Messgerät wird unmittelbar nach dem Auftragen der Beschichtung rechtwinklig und fest auf die zu messende Oberfläche aufgesetzt und dann entfernt. Die Nassfilmdicke liegt zwischen der höchsten beschichteten Kerbe und der nächsten unbeschichteten Kerbe. Kerbzahnmessungen sind weder genau noch empfindlich, aber sie sind nützlich, um die ungefähre Nassfilmdicke von Beschichtungen auf Gegenständen zu bestimmen, bei denen Größe und Form die Anwendung präziserer Methoden nicht zulassen. (ASTM D1212).
Das Messgerät sollte auf glatten Oberflächen ohne Unebenheiten verwendet werden und bei gekrümmten Oberflächen in der Länge, nicht in der Breite, eingesetzt werden. Die Verwendung eines Nassfilmdickenmessgeräts auf schnell trocknenden Beschichtungen führt zu ungenauen Messungen. Die ASTM D4414 beschreibt eine Methode standard zur Messung der Nassfilmdicke mit Kerbdruckmessgeräten.
Ein Nassfilmrad (Exzenterrolle) verwendet drei Scheiben. Das Messgerät wird in den nassen Film gerollt, bis die mittlere Scheibe den nassen Film berührt. Pulverbeschichtungen können vor dem Aushärten mit einem einfachen Handkamm oder einem Ultraschallmessgerät gemessen werden. Der unausgehärtete Pulverfilmkamm funktioniert ähnlich wie das Nassfilmdickenmessgerät. Der Kamm wird durch den Pulverfilm gezogen, und die Dicke liegt zwischen dem höchsten nummerierten Zahn, der eine Markierung hinterlassen hat und an dem Pulver anhaftet, und dem nächsthöheren Zahn, der keine Markierung hinterlassen hat und an dem kein Pulver anhaftet. Diese Lehren sind relativ preiswert und haben eine Genauigkeit von ±5 mm. Sie sind nur als Anhaltspunkt geeignet, da der ausgehärtete Film nach dem Fließen unterschiedlich sein kann. Die von der Lehre hinterlassenen Markierungen können die Eigenschaften des ausgehärteten Films beeinflussen.
Ein Ultraschallgerät, wie das PosiTest PCkann zerstörungsfrei an unausgehärtetem Pulver auf glatten metallischen Oberflächen verwendet werden, um die Dicke des ausgehärteten Films zu bestimmen. Die Sonde wird in geringem Abstand von der zu messenden Oberfläche positioniert und ein Messwert wird auf dem LCD-Display des Geräts angezeigt. Die Messunsicherheit beträgt ±5 mm.

Schichtdickenmessgeräte werden auf bekannte Schichtdickennormale kalibriert. Es gibt viele Quellen für Schichtdickennormale, aber es ist am besten, sicherzustellen, dass sie auf ein nationales Messinstitut wie das NIST (National Institute of Standards & Technology) rückführbar sind. Außerdem muss sichergestellt werden, dass die Normale at viermal so genau sind wie das Messgerät, für das sie kalibriert werden sollen. Ein regelmäßiger Abgleich mit diesen Normalen stellt sicher, dass das Messgerät ordnungsgemäß funktioniert. Wenn die Messwerte nicht den Genauigkeitsanforderungen des Messgeräts entsprechen, muss das Messgerät eingestellt oder repariert und dann erneut kalibriert werden.
Die Schichtdicke von Beschichtungen kann einen großen Einfluss auf Kosten und Qualität haben. Die Messung der Schichtdicke sollte für alle Beschichter ein Routinevorgang sein. Welches Farbmessgerät am besten geeignet ist, hängt vom Schichtdickenbereich der Beschichtung, der Form und Art des Substrats, den Kosten des Farbmessgeräts und der Wichtigkeit einer genauen Messung ab.

DAVID BEAMISH (1955 - 2019), ehemaliger Präsident der DeFelsko Corporation, einem in New York ansässigen Hersteller von weltweit verkauften Handgeräten zur Beschichtungsprüfung. Er hatte einen Abschluss in Bauingenieurwesen und mehr als 25 Jahre Erfahrung in der Entwicklung, Herstellung und Vermarktung dieser Prüfgeräte in einer Vielzahl von internationalen Branchen, darunter Industrielackierung, Qualitätskontrolle und Fertigung. Er leitete Schulungsseminare und war aktives Mitglied in verschiedenen Organisationen wie NACE, SSPC, ASTM und ISO.

.png)







