
Stahloberflächen werden vor dem Auftragen von Schutzbeschichtungen häufig durch abrasiven Aufprall oder mit Elektrowerkzeugen gereinigt. Das resultierende Oberflächenprofil muss genau bewertet werden, um die Einhaltung der Auftrags- oder Vertragsspezifikationen zu gewährleisten.
Aber ist die Profilhöhe allein (der am häufigsten gemessene Parameter) ein guter Indikator für die langfristige Beschichtungsleistung?
In diesem Beitrag wird über kürzlich durchgeführte Tests berichtet, bei denen zahlreiche Profile mit Abzugshaftung verglichen wurden. Ein einfaches, kostengünstiges Feldgerät wurde verwendet, um drei Profilparameter aus einer Replikationsbandmessung zu erhalten: Profilhöhe, Spitzendichte und entwickelte Oberfläche. Die Testoberflächen wurden mit komplexen, teuren 3D-Mikroskopen nachgemessen und die Ergebnisse mit den Ergebnissen des Replikationsbandes verglichen.
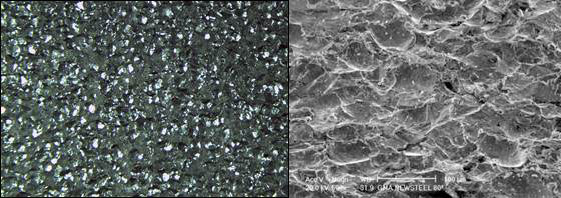
Beim Strahlen und Reinigen von Stahloberflächen mit Elektrowerkzeugen werden frühere Beschichtungen, Walzzunder, Rost und Verunreinigungen entfernt. Außerdem wird die Oberfläche aufgeraut, um die Haftung der Beschichtung zu verbessern. Das daraus resultierende Oberflächenprofil oder Ankermuster besteht aus einem komplexen Muster von Spitzen und Tälern, das genau bewertet werden muss, um die Einhaltung der Auftrags- oder Vertragsspezifikationen zu gewährleisten und ein erfolgreiches Beschichtungsprojekt sicherzustellen (Abb. 1).
Es ist allgemein anerkannt, dass die Beschaffenheit dieser Oberflächen eine Vorhersage über die langfristige Beschichtungsleistung ermöglicht. Zu den Merkmalen einer gestrahlten Oberfläche gehören Spitzenhöhe, Spitzendichte, entwickelte Oberfläche, Winkligkeit, Schärfe und Form. Nur die Spitzenhöhe (H) wird heute üblicherweise gemessen. Wenn diese Höhe nicht ausreicht, haftet die Farbe nicht. Ist sie zu groß, wird mehr Farbe benötigt, um die "Täler" zu füllen, und die hohen Spitzen können durch die Farbe hindurchragen und zu Korrosionsherden werden.
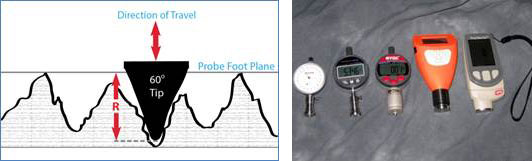
Frühe Charakterisierungsmethoden bestanden aus visuellen Standards, die zum Vergleich auf die gestrahlte Oberfläche gelegt wurden. Diese qualitative Lösung wird zwar auch heute noch verwendet, ist aber weitgehend durch quantitative Messgeräte ersetzt worden, die je nachdem, ob sie für den Einsatz vor Ort oder im Labor vorgesehen sind, unterschiedlich teuer und komplex sind. Die derzeit gängigsten Feldmethoden bestehen in der Messung der durchschnittlichen Rauhtiefe des Profils mit Hilfe von Tiefenmikrometern und/oder Abdruckbändern.
Ein Tiefenmikrometer-Oberflächenprofilmessgerät hat eine flache Basis, die auf der Oberfläche aufliegt, und eine federbelastete Sonde, die in die Täler des Oberflächenprofils eintaucht. Die flache Basis ruht auf den höchsten Erhebungen und jede Messung ist daher der Abstand zwischen den höchsten lokalen Erhebungen und dem jeweiligen Tal, in das die Spitze hineingestoßen ist. Diese Geräte sind in der Regel für flache Oberflächen gedacht und haben den Vorteil, dass sie große Profilhöhen messen können, die den Bereich der meisten anderen Instrumente übersteigen (Abb. 2).
Das Replikatklebeband, um das es in diesem Beitrag geht, ist seit langem für die Charakterisierung von Oberflächen bekannt. Es ist einfach, relativ kostengünstig und besonders nützlich bei gekrümmten Oberflächen. Seine Funktionsweise wird in einer Reihe von internationalen Normen beschrieben, darunter ASTM1 D44172, ISO 8503-53, NACE RP02874 und AS 3894.55.
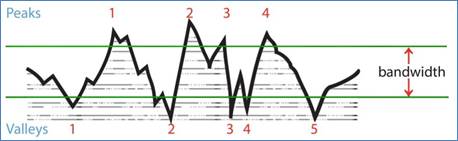
Das Replika-Band besteht aus einer Schicht komprimierbaren Schaumstoffs, der auf einem inkompressiblen Polyesterträger mit einer sehr gleichmäßigen Dicke von 2 mils + 0,2 mils6 (50,8 Mikron + 5 Mikron) angebracht ist. Wenn der Schaumstoff gegen eine aufgeraute Stahloberfläche gedrückt wird, kollabiert er und bildet einen Abdruck der Oberfläche. Legt man das komprimierte Band zwischen die Ambosse eines Mikrometerdickenmessgeräts und zieht den Beitrag des inkompressiblen Substrats, 2 mils oder 50,8 Mikrometer, ab, erhält man ein Maß für die Höhe des Oberflächenprofils (Abb. 3).

1974 schrieben Keane et al.7, dass eine durch Strahlen für die Lackierung vorbereitete Oberfläche durch die Messung des Peak-to-Valley-Abstands (H) allein nicht vollständig beschrieben werden kann. Ihre Arbeit stützte sich auf Erfahrungen aus der Praxis, die darauf hindeuteten, dass es neben H noch einen weiteren wichtigen Parameter gab, nämlich die Anzahl der Peaks pro Längeneinheit (Peak Count - Pc) oder Peaks pro Flächeneinheit (Peak Density - Pd). Neben der Vergrößerung der Klebefläche wurde in dem Papier erläutert, dass mit zunehmender Anzahl von Peaks in einem bestimmten Bereich auch die Winkligkeit dieses Bereichs zunimmt. Dadurch wird die Beschichtung mehr durch Scherhaftung als durch Zug (Abziehen) belastet. Dies erhöhte die Haftfestigkeit der aufgebrachten Beschichtung, da Scherwerte immer höher sind als Zugwerte. Die aufgetragene Beschichtung muss natürlich 100 % der Oberfläche benetzen.
Abbildung 4 ist ein vereinfachtes Beispiel dafür, warum BEIDE, Peakhöhe und Peakdichte, für das Verständnis der Beschichtungsleistung wichtig sind. Die beiden Oberflächen haben unterschiedliche Geometrien, doch ihre Höhenmessungen sind identisch. Um ein klareres Bild der für die Verklebung zur Verfügung stehenden Oberfläche zu erhalten, muss auch die Peakanzahl gemessen werden. Darüber hinaus ermöglichen beide Messwerte die Untersuchung der Oberflächenvergrößerung, die durch den Strahlprozess entsteht.

Es besteht kaum ein Zweifel daran, dass die Messung der Spitzendichte für die Korrosionsindustrie wichtig ist, aber das Problem war bisher, dass die Anzahl der Spitzenwerte nicht einfach zu bestimmen war.
Im Juni 2005 wurde in einer bedeutenden Arbeit von Roper et al.8 berichtet, dass die Anzahl der Peaks kontrolliert werden kann und dass sie, wie die Peakhöhe, die Beschichtungsleistung beeinflusst. Ihre Arbeit führte zur Erstellung der ASTM D71279, die ebenfalls in diesem Jahr veröffentlicht wurde.
In einem Folgeartikel im darauffolgenden Jahr kamen sie zu dem Schluss, dass "die optimalen Stahlprofile für eine breite Palette von standard industriellen Beschichtungen, die die Oberflächen vollständig benetzen, eine Profilhöhe von 2 bis 3 mil (50 bis 75 Mikron) und eine Peakzahl zwischen 110 und 150 Peaks/Zoll (40 und 60 Peaks/cm) aufweisen. "Die optimale Peakzahl für eine bestimmte Beschichtung hängt von ihren rheologischen Eigenschaften ab". Eine allgemeine Regel für die Einstellung der Spitzenzahl zur Optimierung der Beschichtungsleistung ist die Verwendung des kleinsten, härtesten Schleifmittels, das für die Aufgabe geeignet ist. Um eine gleichmäßige Oberfläche zu erhalten, sollten Sie die Strahltechnik und die Korngröße des Strahlmittels kontrollieren. Die Beschichtung muss die Oberfläche vollständig benetzen können. "10
Die Autoren empfahlen, dass in der Korrosionsindustrie Tasterrauhigkeitsmessgeräte, das beste at verfügbare Feldinstrument, verwendet werden sollten, um beide kritischen Profilinformationen zu liefern - Spitzenhöhe UND Spitzendichte.
Tastschnittgeräte zeichnen die Auf- und Abwärtsbewegungen eines externen Taststiftes auf, der über eine Oberfläche fährt (Abb.5). Sie messen einen Höhenparameter namens Rt gemäß ISO11 428712, der den vertikalen Abstand zwischen der höchsten Spitze und dem tiefsten Tal innerhalb einer bestimmten Auswertungslänge von 0,5 Zoll (12,5 mm) angibt. Es werden fünf Messkurven erstellt und die Rt-Werte gemittelt, um den Durchschnitt der maximalen Abstände zwischen den Spitzen und Tälern zu erhalten.
In einer ASTM-Ringstudie13 aus dem Jahr 2011 wurde festgestellt, dass die mit Tastschnittgeräten gemessene Rauheitshöhe Rt in engem Zusammenhang mit dem mit Tiefenmikrometern und Abdruckband gemessenen H steht.

Wenn aber Tastschnittgeräte sowohl die Peakhöhe als auch die Anzahl der Peaks entlang einer Abtastlänge messen können, warum hat die Korrosionsindustrie sie dann nur langsam übernommen?
Diese Zurückhaltung ist wahrscheinlich auf wirtschaftliche und praktische Gründe zurückzuführen. Taststift-Rauheitsmessgeräte sind von Natur aus empfindlich, da sie von einem genau kalibrierten Taststift abhängen, der sich oft über eine gewisse Entfernung vom Gerätekörper selbst erstreckt. Sie können kompliziert einzurichten und zu bedienen sein, und sie liefern eine Reihe von Rauheitsparametern, die für die Beschichtungsindustrie nur von begrenztem Interesse sind. All diese Faktoren schrecken potenzielle Nutzer wahrscheinlich ab.
Welche anderen Messlösungen gibt es? In der Korrosionsindustrie wird anekdotisch angenommen, dass endgültige Messgeräte Labormethoden wie Weißlichtinterferometrie, Fokusvariationsmikroskopie, konfokale Lasermikroskopie und Rasterkraftmikroskopie verwenden müssen. Diese leistungsstarken Geräte sind jedoch bei der Messung komplexer gestrahlter Oberflächen überfordert. Sie sind kostspielig in der Anschaffung, funktionieren nicht im Feld und erfordern eine umfangreiche Schulung, um die unzähligen Testparameter für die topografische Analyse einzustellen, wie z. B. Totzonen, flächenhafte Darstellungen, Komplexitätsanalysen, Filter, Stitching und räumliche Flächengrößen.
Korrosionsfachleute wollen einfach nur wissen, ob sie eine gute Oberfläche haben, auf die sie eine Beschichtung auftragen können. Wurde die Oberfläche entsprechend vorbereitet? Ist sie für den Kunden akzeptabel? Sie wollen messbare Ziele und einstellbare Strahlparameter, mit denen sie diese Ziele erreichen können.
Es ist daher wünschenswert, ein erschwingliches, robustes Feldgerät zu haben, das speziell für die Korrosionsindustrie entwickelt wurde und sowohl die Peakhöhe (H) als auch die Peakdichte (Pd) misst, um den Prüfern eine aussagekräftigere und funktionell korrelierende Vorhersage der Beschichtungsleistung während der Oberflächenvorbereitung zu ermöglichen.
Die Lösung liegt im Replikationsband. Es ist nicht allgemein bekannt, dass die mit Testex Tape gewonnenen Oberflächenabdrücke weit mehr Informationen enthalten als nur die mit einem Mikrometer gemessene Spitzenhöhe. Signifikante Daten sind durch digitale Bildgebung verfügbar.
Das Replika-Band wird seit den späten 1960er Jahren zur Messung des Profils von gestrahltem Stahl verwendet. Seine Funktionsweise ist in einer Reihe von internationalen Normen beschrieben, darunter ASTM D4417, ISO 8503-5 und NACE RP0287. Im Vergleich zu anderen Methoden bietet es die Vorteile der Robustheit, der relativ geringen Anlaufkosten, der guten Wiederholbarkeit und der Möglichkeit, ein physisches Abbild der zu bewertenden Oberfläche zu erhalten. Die Methode ist weit verbreitet und wird gut verstanden. (Abb.7)

Ein zusätzlicher, manchmal unterschätzter Vorteil besteht darin, dass bei der Replikatormethode im Gegensatz zu Tastertechniken ein zusammenhängender 2-dimensionaler (2D) Bereich abgetastet wird, der groß genug ist, um robuste Statistiken zu liefern. Ein einziger Scan eines elektronischen Oberflächenrauheitsprüfgeräts erfasst beispielsweise eine Linie entlang einer gestrahlten Oberfläche, die 12,5 mm lang und 10 μm breit ist, was einer Gesamtfläche von 0,12 mm2 entspricht. Ein einzelnes Kunststoffschaum-Replikat tastet etwa 31 mm2 ab, eine Fläche, die 250 Mal größer ist. Ein neuer Ansatz besteht darin, eine Eigenschaft des Klebebands zu nutzen, die mit seiner Fähigkeit, Oberflächen abzubilden, zusammenhängt, sich aber von dieser unterscheidet, nämlich die Zunahme der optischen Transmission des Klebebands, wenn es komprimiert wird. Die Übertragung ist proportional zum Grad der Kompression. Bei vielen der für diese Arbeit durchgeführten Tests wurden die bestehenden Grob- und X-Grob-Qualitäten von Replika-Bändern verwendet. Zur Verbesserung der optischen Auflösung und zur Verringerung optischer Artefakte lieferte die Firma Testex14 auch eine für optische Zwecke geeignete Version ihres X-Coarse-Bandes, das seit kurzem im Handel erhältlich ist.
Ein Foto eines hinterleuchteten Bandstücks (Abb. 9) zeigt helle Bereiche mit höherer Kompression (Spitzen) und dunkle Bereiche mit geringerer Kompression (Täler).

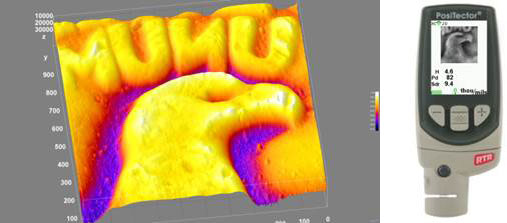
Mit Hilfe des Transparenzprinzips können die Spitzenwerte durch einfaches Zählen der von einem digitalen Bildsensor aufgenommenen hellen Punkte auf dem Abdruck bestimmt werden. Diese Helligkeitsmessungen entsprechen den Dickenmessungen, die wiederum das Profil der ursprünglichen Oberfläche widerspiegeln. Ein tragbares Messgerät (Abb. 11) kann Spitzen identifizieren und die flächenbezogene Spitzendichte bestimmen, d. h. wie viele Spitzen pro Quadratmillimeter vorhanden sind, oder Pd, wie in ASME B46.115 definiert.
Obwohl sie in der metallverarbeitenden Industrie sehr beliebt sind, stellen die komplexen Muster, die bei der Oberflächenreinigung entstehen, eine Herausforderung für Rauheitsmessgeräte mit Taststift dar. Sie messen nur eine einzige Linie auf einer aufgerauten Oberfläche, und die meisten der als "Spitzen" aufgezeichneten Merkmale sind in Wirklichkeit "Spitzenschultern", bei denen der Taststift über die Seite der Spitze und nicht über die Oberseite der Spitze gefahren ist (Abb. 16). Im Gegensatz dazu berechnen nachgebildete Bandspitzenzähler, wie die empfindlichen und teuren interferometrischen optischen Profilmessgeräte in Laborqualität, echte zweidimensionale Spitzendichten.
Ein weiterer Vorteil dieser Bilder besteht darin, dass mehr Daten zur Ableitung jeder Messung verwendet werden (1.000.000 Punkte für eine einzelne Abdruckbandmessung im Vergleich zu 5.000 Punkten für einen einzelnen 1-Zoll-Tasterscan). Außerdem wird dies alles mit einem robusten Feldgerät durchgeführt, das kostengünstige Hardware verwendet, um Daten zur Oberflächencharakterisierung zu erhalten, die mit denen von Laborgeräten vergleichbar sind.
Zusätzliche Parameter zur Oberflächencharakterisierung können extrahiert werden, sobald die Beziehung zwischen Dicke und Transparenz auf die Interpretation des Intensitätsbildes mit Hilfe einer dreidimensionalen (3D) Rendering-Software angewendet wurde. Das Ergebnis sind 3D-Karten der gestrahlten Stahloberfläche at Preis, der weit unter dem von interferometrischen oder konfokalen Profilierungsgeräten liegt. Ein Beispiel für die Funktionsweise des Verfahrens ist in den Abbildungen 10 bis 12 dargestellt.



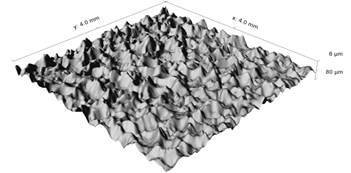
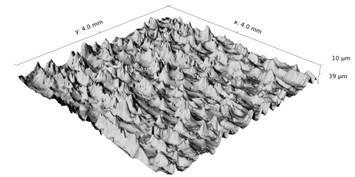
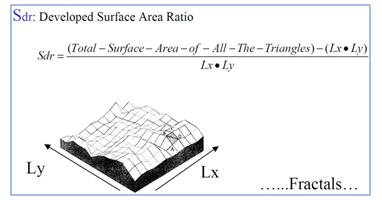
Anhand von 3D-Bildern kann ein letzter, verwandter Parameter gemessen werden, von dem angenommen wird, dass er sowohl die chemische als auch die mechanische Bindung fördert, nämlich die Vergrößerung der Oberfläche infolge eines Strahlvorgangs. Sdr ist das Verhältnis der entwickelten Grenzfläche16 , ausgedrückt als der Prozentsatz der zusätzlichen Oberfläche, die durch die Textur im Vergleich zu einer idealen Ebene in der Größe des Messbereichs entsteht. Beschichtungsexperten sind der Meinung, dass dieser Profilparameter eine funktionale Korrelation zur Anwendungstechnik herstellt, indem er ihnen einen Roughness-Wert liefert - die durch das Strahlen geschaffene zusätzliche Oberfläche als prozentuale Zunahme (reale Fläche / x-y-Fläche).17 Spätere Erörterungen in diesem Dokument werden jedoch zeigen, dass die Angabe der entwickelten Oberfläche in der Strahlmittelindustrie von geringem praktischen Nutzen ist.
Zur Untermauerung der 3D-Replikatbandmessungen wurden die beiden neuen, vom Band gewonnenen Parameter, die Spitzendichte Pd und die entwickelte Oberfläche Sdr, mit zwei etablierten Methoden zur Messung der Oberflächenrauheit verglichen: konfokale Mikroskopie und Taststiftprofilometrie.
Der erste Schritt bestand darin, zu bestätigen, dass die Lichtintensitätsabbildung des nachgebildeten Bandes Pd- und Sdr-Werte liefert, die mit denen vergleichbar sind, die mit bekannten Labormethoden ermittelt wurden. Es wurde eine Studie mit drei von KTA Labs18 hergestellten Stahlplatten durchgeführt. Es wurden Amasteel G, GMA Garnet Coarse und Amasteel S-230/G40 als Strahlmittel verwendet. Die drei Bleche wurden zusammen mit drei Sätzen polierter optischer Replikate zur Messung mit einem LEXT-Konfokalmikroskop an das WPI19 gesandt (Abb. 13).

Die Bilder wurden at Schwellenwert versehen, der dem Mittelwert plus 10 % von Sz20 entsprach. Alle Inseln, die größer als 1.000 µm2 waren, wurden zu Vergleichszwecken als ein Peak gezählt. Die Ergebnisse waren vergleichbar (Abb. 14).

Zum Vergleich der Messungen von 3D-Replikationsbandbildern mit Tasterrauhigkeitsmessgeräten wurden Messungen der Spitzendichte an den fünf Platten vorgenommen, die in der ASTM-Rundversuchsstudie 2011 verwendet wurden. Dies lieferte Tastereinsatz-Testergebnisse von elf unabhängigen Bedienern, die fünfmal auf jeder der fünf Platten lineare Spitzenwerte, Pc oder Rpc, mit drei im Handel erhältlichen Tastereinsatz-Rauheitsmessgeräten gemessen haben: dem Mitutoyo SJ-201, dem Taylor Hobson Surtronic 25 und dem MahrSurf PS1.
Zur Gewinnung von 3D-Abbildungsdaten wurden auf jeder Platte drei Glättungen mit einem für optische Zwecke geeigneten Abbildungsband vorgenommen und mit dem PosiTector 6000 RTR-P Abbildungsband-Imager gemessen (Abb. 11).
Da Taststift-Rauheitsmessgeräte eine 2D-Messung in Spitzen/mm und die 3D-Replika-Bandmethode Messungen in Spitzen/mm2 liefert, sind die beiden Datensätze nicht direkt vergleichbar. Für die Zwecke dieser Analyse wurden die Messungen der Tastereinsatz-Rauheit quadriert, so dass beide Messverfahren dimensionsmäßig vergleichbare Messwerte liefern würden. Ein Vergleich der Messmethoden ist in Abbildung 15 zusammengefasst.

Wie aus diesem Diagramm ersichtlich ist, besteht eine starke lineare Beziehung zwischen den beiden Messmethoden. Die Messungen an vier der fünf getesteten Platten liegen innerhalb einer standard Abweichung von einer Trendlinie durch den Ursprung. Aus Abbildung 15 lassen sich jedoch zwei Beobachtungen ableiten. Erstens gibt es keine 1:1-Beziehung zwischen den beiden Messmethoden. Zweitens sind die Daten nicht perfekt an die Trendlinie angepasst, was zu einem R2-Wert von 0,91 führt.
Das Fehlen eines 1:1-Verhältnisses zwischen den quadrierten Messungen des Tastereinsatzes und den 3D-Bildgebungsverfahren ist nicht überraschend. Obwohl die Quadrierung der Messungen des Taststiftes zu Messungen mit denselben Abmessungen führt, kann sie die zweidimensionale Natur des Taststiftes nicht berücksichtigen. So ist es beispielsweise möglich, dass beim Abfahren einer geraden Linie ein Grat mehrfach überquert wird, was zu mehreren "Spitzen" führt, während in Wirklichkeit nur eine einzige Spitze an den Weg des Tastereinsatzes angrenzt. Darüber hinaus ist die Klassifizierung dessen, was eine "Spitze" in drei Dimensionen darstellt, nicht trivial, und die 3D-Bildanalyse ignoriert wahrscheinlich Merkmale, die auf dem Taststift-Rauheitsmessgerät als Spitze registriert würden.

Taststift-Rauheitsmessgeräte können je nach Verlauf der Messkurve 0, 1 oder 2 Spitzenwerte registrieren. Es ist unklar, warum die Daten nicht perfekt mit der Trendlinie übereinstimmen. Da jede der fünf Testplatten ein breites Spektrum unterschiedlicher Präparationsmethoden widerspiegeln sollte, ist es wahrscheinlich, dass die Diskrepanz at teilweise auf die Unzulänglichkeiten des Taststiftgeräts zurückzuführen ist. Bei Profilen mit scharfen, schmalen Spitzen kann es vorkommen, dass der Tastereinsatz um die Spitze herumfährt, anstatt über sie zu gehen. Dies kann dazu führen, dass das Tastereinsatzgerät bei einigen Profilen zu wenig anzeigt.
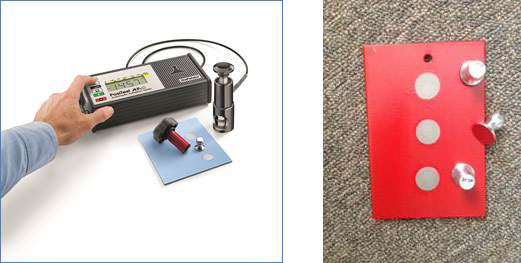
In Anbetracht der früheren Forschungsarbeiten von Roper et al. über die Korrelation zwischen Haftung und Profilhöhe (H) sowie Spitzendichte (Pd) wurde eine Studie durchgeführt, um festzustellen, ob 3D-Replika-Bandabbildungsmethoden ähnliche Ergebnisse liefern. Fünfundzwanzig Stahlproben wurden mit Sponge-Jet21 unter Verwendung verschiedener Strahlmittel vorbereitet. Nach dem Strahlen wurden Messungen mit dem 3D-Replika-Band-Imager durchgeführt. Die Proben wurden dann mit einer Epoxid-, einer 2-Komponenten-Acryl- und einer Polymerverbundbeschichtung besprüht und aushärten gelassen. Anschließend wurden an jeder Probe drei Abzugshaftungstests nach der in ASTM D454122 beschriebenen Prüfmethode mit einem hydraulischen Abzugshaftungsprüfgerät vom Typ V durchgeführt, das in Anhang A4 (Prüfmethode E) der genannten standard beschrieben ist (Abb. 17).
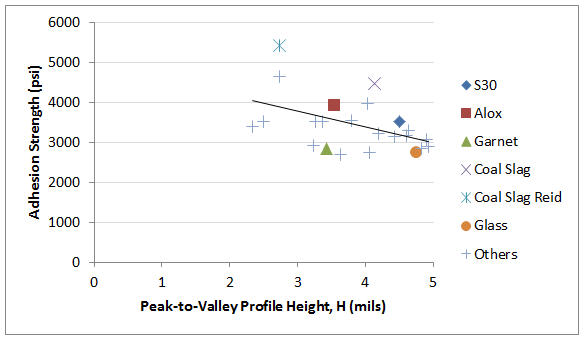
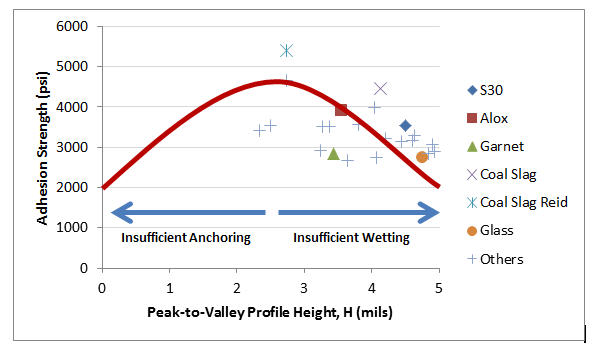
In der Arbeit von Roper et.al. aus dem Jahr 2006 wurde die These aufgestellt, dass "nach den Erfahrungen der Autoren die optimalen Stahlprofile für eine breite Palette von standard , die die Oberflächen vollständig benetzen, eine Profilhöhe von 2 bis 3 Millimeter (50 bis 75 Mikron) aufweisen". Die Beobachtungen in dieser Studie scheinen diese Hypothese zu bestätigen. Die höchsten Haftfestigkeiten wurden im Bereich von 2 bis 3 mil beobachtet, wobei die Haftfestigkeitswerte mit zunehmender Profilhöhe über 3 mils abnahmen (Abb. 18). Obwohl keine Proben mit Profilhöhen unter 2 mils genommen wurden, geht man davon aus, dass die Adhäsionswerte mit abnehmender Profilhöhe abnehmen würden. Wie bereits erwähnt, wird vermutet, dass die Haftung at Profilen über 3 mils abnimmt, weil die Beschichtung das Substrat nicht vollständig benetzt. Es wird angenommen, dass die Haftung at Profilen unter 2 mils abzunehmen beginnt, weil das Profil nicht ausreicht, um die Beschichtung zu verankern. Eine hypothetische Trendlinie, bei der Pd und Sdr konstant gehalten werden, ist den Daten dieser Studie in Abbildung 19 überlagert.
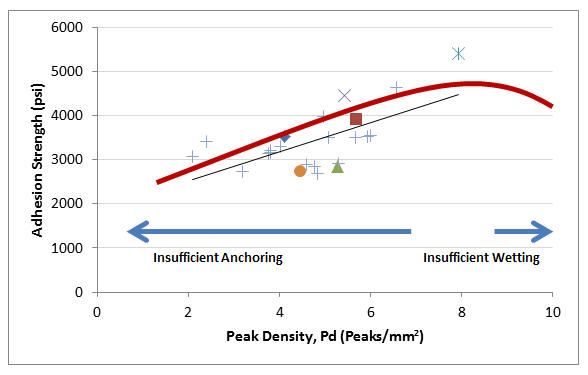
Es scheint eine starke positive Korrelation zwischen der Peakdichte und der Haftung zu bestehen (Abb. 20), was die Hypothese von Roper et al. bestätigt, dass die Peakzahl für die Beschichtungsleistung relevant ist. In ihrem Papier wird behauptet, dass "die optimalen Stahlprofile für eine breite Palette von standard industriellen Beschichtungen, die die Oberflächen vollständig benetzen, ... eine Peakzahl zwischen 110 und 150 Peaks/in (40 und 60 Peaks/cm) aufweisen".

Da die Autoren bei ihren Untersuchungen ein Taststiftprofilometer verwendeten, sind ihre Zahlen nicht direkt mit den Daten dieser Studie vergleichbar. Aus der offensichtlichen Beziehung zwischen den Messungen mit dem Taststiftprofilometer und den optischen Messungen mit dem 3D-Abdruckband, über die weiter oben in dieser Arbeit berichtet wurde, lässt sich jedoch eine äquivalente 3D-Spitzendichte von 4 bis 8 Spitzen/mm2 ableiten. Daher wird die Hypothese aufgestellt, dass die beobachtete positive Beziehung zwischen Haftfestigkeit und Spitzendichte at höheren Spitzendichten als den in dieser Studie beobachteten nicht bestehen bleibt. Diese theoretische Beziehung zwischen Adhäsion und Pd, wobei H und Sdr konstant gehalten werden, ist in Abbildung 21 dargestellt.
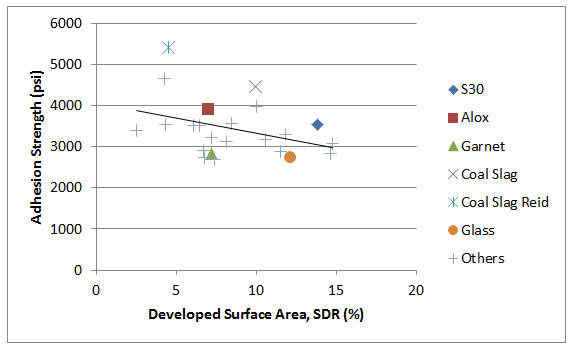
Ein Diagramm der beobachteten entwickelten Oberfläche gegenüber der Adhäsion ist in Abbildung 22 zusammengefasst. Die Daten scheinen at den ersten Blick der Behauptung von Roper et al. zu widersprechen, dass "je größer die Oberfläche für die Beschichtung ist, desto besser". Die Autoren stellen jedoch fest, dass die beiden primären Methoden zur Vergrößerung der Oberfläche, die Erhöhung der Peakhöhe und die Erhöhung der Peakdichte, die Benetzung behindern und sich jenseits eines optimalen Punktes nachteilig auf die Beschichtungsleistung auswirken können. Es wird angenommen, dass die Daten dieser Studie diese Behauptung widerspiegeln. Die hohen Messwerte für die entwickelte Oberfläche in mehreren Proben (z. B. Glasperlen) spiegeln offenbar die großen Peak-to-Valley-Abstände in diesen Proben wider. Es ist daher nicht verwunderlich, dass die Proben mit einer hohen entwickelten Oberfläche aufgrund übermäßig großer Peak-to-Valley-Höhen eine schlechte Beschichtungsleistung aufwiesen.
Es wird davon ausgegangen, dass die durch das Strahlen vergrößerte Oberfläche direkt mit der Peakhöhe und der Peakdichte zusammenhängt, so dass es nicht notwendig ist, diese zu messen und zu berichten. Eine weitere Diskussion findet sich im Anhang.
Es ist allgemein anerkannt, dass die Beschaffenheit von gestrahlten Stahloberflächen eine Vorhersage über die langfristige Beschichtungsleistung ermöglicht. Die Korrosionsindustrie versteht die Dynamik dieses komplexen Problems nicht vollständig, aber sie verfügt über mehrere messbare Parameter, darunter Spitzenhöhe, Spitzendichte, Oberflächenbereich, Winkligkeit, Schärfe und Form. Die gängige Meinung in der Industrie geht davon aus, dass eine Erhöhung mehrerer dieser Parameter die langfristige Leistung der Beschichtung verbessern wird. Empirische Daten zeigen, dass es nicht so einfach ist.
Der wichtigste dieser Parameter, die Peakhöhe (H), wird heute üblicherweise gemessen und ist in der Regel der einzige Parameter, über den berichtet wird. Seine Bedeutung ist zwar unbestreitbar, aber ein Parameter allein beschreibt die Dynamik einer Beschichtung/Substrat-Beziehung nicht vollständig.
Die Spitzendichte (Pd) ist ebenfalls ein wichtiger Indikator für die Leistung. Sie kann zwar nicht als alleinige Messgröße dienen, wie es H seit mehreren Jahrzehnten ist, aber zusammen mit H bietet sie eine bessere Vorhersage der langfristigen Beschichtungsleistung, wie sie durch Abzugshaftungstests gemessen wird.
Diese Beziehung hilft zu erklären, warum H-Messungen allein nicht immer eine zuverlässige Methode zur Vorhersage der Leistung für alle Beschichtungsarten waren. Eine Beschichtung kann auf einer Oberfläche mit niedrigem H und hohem Pd genauso gut haften wie auf einer mit hohem H und niedrigem Pd. Aus diesem Grund sollte die Korrosionsindustrie beide Werte angeben, damit die Kunden das beste Verhältnis für ihre jeweilige Beschichtungsanwendung ermitteln können. Beide Parameter werden durch die richtige Auswahl der Art und Größe des Schleifmittels gesteuert. Vielleicht wird in Zukunft ein hybrider Parameter spezifiziert werden.
Oberflächenabdrücke, die mit Abdruckbändern gewonnen werden, enthalten weit mehr Informationen als nur das mit einem Mikrometer gemessene H. Bedeutende Daten sind durch digitale Bildgebung verfügbar. Ein einfaches und kostengünstiges tragbares Gerät, das mit Dicken- und Bildsensoren ausgestattet ist, kann Replika-Bänder charakterisieren und Bilder und Statistiken der ursprünglichen Oberfläche, vor allem von Pd, erstellen.
Die Ergebnisse dieser Studie bestätigen eine enge Beziehung zwischen dem Replikatband, der Tasterrauhigkeit und den konfokalen Mikroskopiemessungen der beiden wichtigsten Parameter:
H - Der Durchschnitt der maximalen Spitze-zu-Tal-Abstände, die durch Messung der Dicke eines brünierten Abdruckbandes mit einem Mikrometer oder einem Dickensensor, der die Nichtlinearität des Bandes ausgleicht, ermittelt werden. Die besten Abzugshaftungswerte ergeben sich bei gleichmäßigen Profilhöhen im Bereich von 2,5 mils (65 µm) mit einer Oberfläche mit hoher Spitzenzahl, bei der die aufgetragenen Beschichtungen hundert Prozent der Oberfläche benetzen.
Pd - Flächenbezogene Spitzendichte gemäß ASME B46.1. Eine Erhöhung dieses Wertes erhöht die Winkligkeit, um mehr Scherhaftung als Zughaftung zu entwickeln. Für eine optimale Beschichtungshaftung (Korrosionsschutz) sollte die Spitzendichte so hoch wie möglich sein und gleichzeitig eine vollständige Benetzung der vorbereiteten Oberfläche gewährleisten.
Der Autor möchte sich für die Unterstützung durch Leon Vandervalk von der DeFelsko Corporation bedanken.
Beschränkungen der Sdr
Nach ASME B46.1 ist das entwickelte Grenzflächenverhältnis Sdr der prozentuale Anteil der zusätzlichen Oberfläche, den die Textur im Vergleich zu einer idealen Ebene in der Größe des Messbereichs ausmacht, wie in Abbildung 23 berechnet. Er wird als Funktion des Maßstabs berechnet, indem die Flächen einer Reihe virtueller Kacheln summiert werden, die die gemessene Oberfläche in einer Art Patchwork bedecken.
Die Schwierigkeit bei der Anwendung dieser Methode zur Charakterisierung einer gestrahlten Stahloberfläche besteht darin, dass die Berechnungen von der Auslegung der Definition abhängen. Wenn ein Labor eine sehr kleine Dreiecksgröße mit einem hochauflösenden Scangerät wählt, wird es unweigerlich eine größere Oberflächenvergrößerung angeben als ein anderes Labor, das andere Geräte mit niedrigeren Schwellenwerten verwendet (Abb. 24). Die von den Dreieckskacheln gemessene Gesamtfläche nimmt zu, wenn der Beobachtungsmaßstab (Kachelfläche) abnimmt.


Es wird davon ausgegangen, dass die durch das Strahlen vergrößerte Oberfläche direkt mit der Peakhöhe und -dichte zusammenhängt, so dass es nicht notwendig ist, sie zu messen und anzugeben. H und Pd sind ausreichend. Eine Alternative ist die Berechnung in ähnlicher Weise wie die folgende pythagoreische Formel:

Die Hypothese lautet, dass bei konstanter Peakhöhe und Peakdichte eine positive Korrelation zwischen der entwickelten Oberfläche und der Haftfestigkeit bestehen würde. Diese positive Korrelation erscheint jedoch gering und ist, wie diese Studie zeigt, im Vergleich zu den Auswirkungen von Peakhöhe und Peakdichte nicht signifikant. Darüber hinaus sind dem Autor dieser Arbeit keine praktischen Möglichkeiten bekannt, die entwickelte Oberfläche mit abrasiven Medien zu verändern und gleichzeitig die Werte für Spitzenhöhe und Spitzendichte konstant zu halten. Daher scheint es in der Praxis wenig sinnvoll, die entwickelte Oberfläche in der Strahlmittelindustrie anzugeben.
-------------------------------------------------------------------------------------------------------------------
1 ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428.
2 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blasted Cleaned Steel" (ASTM International, West Conshohocken, PA)
3 ISO 8503-5 "Vorbereitung von Stahluntergründen vor dem Auftragen von Beschichtungsstoffen und verwandten Erzeugnissen - Oberflächenrauhigkeitseigenschaften von gestrahlten Stahluntergründen - Teil 5: Replika-Bandverfahren zur Bestimmung des Oberflächenprofils" (Genf, Schweiz: ISO)
4 NACE Standard RP0287-2002, "Field Measurement of Surface Profile of Abrasive Stray-Cleaned Steel Surfaces Using a Replica Tape". (National Association of Corrosion Engineers (NACE), 1440 South Creek Dr., Houston, TX USA 77084-4906)
5 Australian Standard AS 3894.5-2002, "Baustellenprüfung von Schutzbeschichtungen, Methode 5: Bestimmung des Oberflächenprofils". (Standards Australia, GPO Box 476, Sydney NSW 2001 Australien)
6 Zur Umrechnung von imperialen in metrische Einheiten wird 1 mil = 25,4 Mikrometer (μm) verwendet.
7 J.D. Keane, J.A. Bruno und R.E.F. Weaver, Surface Profile for Anti-Corrosion Paints, Veröffentlichung Nr. 74-01, SSPC: The Society for Protective Coatings, Pittsburgh, PA 15222, 1974
8 H.J. Roper, R.E.F. Weaver, und J.H. Brandon, The Effect of Peak Count or Surface Roughness on Coating Performance, Journal of Protective Coatings and Linings, Juni 2005, S. 52 - 64
9 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Stray Cleaned Metal Surfaces Using an Electronic Portable Stylus Instrument" (ASTM International, West Conshohocken, PA)
10 H.J. Roper, R.E.F. Weaver, und J.H. Brandon, Peak Performance from Abrasives, Journal of Protective Coatings and Linings, Juni 2006, S. 24 - 31
11 Internationale Organisation für Normung (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genf 20, Schweiz
12 ISO 4287: 1997 "Geometrische Produktspezifikationen (GPS) - Oberflächentextur: Profile Method-Terms, Definitions, and Surface Parameters" (Genf, Schweiz: ISO)
13 ASTM Forschungsbericht RR:D01-1169 (ASTM International, West Conshohocken, PA)
14 Testex, 8 Fox Lane, Newark, DE 19711 USA
15 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
16 ISO 25178-2 "Geometrische Produktspezifikationen (GPS) - Oberflächenbeschaffenheit: Areal - Teil 2: Begriffe, Definitionen und Parameter der Oberflächenbeschaffenheit" (Internationale Organisation für Normung (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genf 20, Schweiz)
17 C.A. Brown und S. Siegmann, "Fundamental scales of adhesion and area-scale fractal analysis", International Journal of Machine Tools and Manufacture, 41 (2001) 1927-1933
18 KTA-Tator, Inc. (KTA), 115 Technology Drive, Pittsburgh, PA 15275 USA.
19 Worcester Polytechnic Institute. (WPI), 100 Institute Rd., Worcester, MA 01609-2208 USA Matthew A. Gleason unter der Aufsicht von Professor Christopher A. Brown.
20 Dies ist ein 3D-Parameter, der aus dem Rauheitsparameter (2D) Rz erweitert wird. Er ist der Abstand zwischen der maximalen Spitze und dem maximalen Tal auf der Oberfläche innerhalb der gemessenen Fläche.
21 Sponge-Jet, Inc. 14 Patterson Lane, Newington, NH 03801 USA unter der Aufsicht von Michael Merritt
22 ASTM D4541 "Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers" (ASTM International, West Conshohocken, PA)
23 Christopher A. Brown, William A. Johnsen, Kevin M. Hult, Scale-sensitivity, Fractal Analysis and Simulations, Int. J. Mach. Tools Manufact. Vol 38, Nos 5-6, pp. 633-637, 1998)

DAVID BEAMISH (1955 - 2019), ehemaliger Präsident der DeFelsko Corporation, einem in New York ansässigen und weltweit vertriebenen Hersteller von tragbaren Beschichtungsprüfgeräten. Er hatte einen Abschluss in Bauingenieurwesen und mehr als 25 Jahre Erfahrung in der Entwicklung, Herstellung und Vermarktung dieser Prüfgeräte in einer Vielzahl von internationalen Branchen, darunter Industrielackierung, Qualitätskontrolle und Fertigung. Er leitete Schulungsseminare und war aktives Mitglied in verschiedenen Organisationen wie NACE, SSPC, ASTM und ISO.


.jpg)


