
David Beamish, DeFelsko Corporation
Ursprünglich veröffentlicht in: Materials Performance (Februar 2004); Abschnitt Beschichtungen & Auskleidungen
Aktualisiert: Oktober, 2021
Optimale Umgebungsbedingungen sind für die Oberflächenvorbereitung, das Auftragen und die Aushärtung von Beschichtungen und Auskleidungen unerlässlich, um die Leistung zu maximieren. In diesem Artikel werden die fünf Umgebungsbedingungen vorgestellt, die beobachtet und gemessen werden sollten, sowie die Auswirkungen, die jede Bedingung auf eine erfolgreiche Arbeit hat. Außerdem werden verschiedene mechanische und elektronische Messgeräte vorgestellt und die richtige Verwendung der einzelnen Instrumente erörtert.
Die Oberflächenvorbereitung und das Aufbringen von Beschichtungen und Auskleidungen sollten unter optimalen Umweltbedingungen erfolgen, um Ausfälle zu vermeiden. Es gibt eine Vielzahl von Instrumenten zur Messung der fünf Bedingungen, die beobachtet und verfolgt werden sollten:
Es ist allgemein bekannt, dass die meisten Beschichtungen at niedrigen Temperaturen und hoher relativer Luftfeuchtigkeit (RH) nicht richtig trocknen. Weniger bekannt ist, welche Auswirkungen die Oberflächenfeuchtigkeit auf die Lebensdauer und Leistung von Materialien hat.
Feuchtigkeit bildet sich auf einer Oberfläche, wenn wärmere, feuchte air mit ihr in Kontakt kommt - ein Vorgang, der als Kondensation bezeichnet wird. Feuchtigkeit führt bei ungeschütztem Stahl zu Rost. Wenn Feuchtigkeit zwischen einer Beschichtung und einem Substrat eingeschlossen wird, führt sie wahrscheinlich zu einem vorzeitigen Versagen des aufgebrachten Systems.
Leichte Kondensation auf gestrahlten Oberflächen kann schwer zu beobachten sein. Anstatt diese Feuchtigkeit aufzuspüren, werden Instrumente eingesetzt, die dabei helfen, das Risiko der Feuchtigkeitsbildung von vornherein einzuschätzen. Es sollten Tests zur Berechnung der Taupunkttemperatur vor, während und nach dem Beschichtungsprozess durchgeführt werden. Die Taupunkttemperatur sollte mit der Oberflächentemperatur verglichen werden, um sicherzustellen, dass die beiden weit genug voneinander entfernt sind, um eine Feuchtigkeitsbildung unwahrscheinlich zu machen.
Eine sorgfältige Beobachtung der atmosphärischen Bedingungen und ein gutes Verständnis ihrer Auswirkungen auf die Qualität und die langfristige Gesundheit von Beschichtungs- und Auskleidungsanwendungen sind für alle Auftragnehmer und Inspektoren wichtig.
Die ersten Parameter, die notwendig sind, um das Risiko der Feuchtigkeitsbildung auf einem Untergrund zu beurteilen, sind die Temperatur der zu bearbeitenden oder zu beschichtenden Oberfläche und die Temperatur der air in der Nähe dieser Oberfläche. At strahlt das Stahlwerk in der Regel Wärme ab und wird unter die air abgekühlt. Tagsüber nimmt es Wärme auf und ist normalerweise wärmer als die air .
Da die Oberflächentemperatur oft von der air abweicht, insbesondere bei Arbeiten im Freien, sollten beide Temperaturen gemessen werden, um Anwendungsprobleme zu vermeiden, wenn die air oder Stahltemperaturen für eine zufriedenstellende Filmbildung zu heiß oder zu kalt werden. Das Auftragen at falschen Temperaturen kann zu Fehlern führen, wie z. B.: Blasenbildung, Nadelstiche, Kraterbildung, Trockenspritzen und Schlammrisse. Der Beschichtungshersteller sollte die maximalen und minimalen Oberflächentemperaturen für das Auftragen einer Beschichtung angeben.
ASTM D3276, "Standard Guide for Painting Inspectors (Metal Substrates), "1 besagt, dass die minimale Oberflächentemperatur für das Auftragen der Beschichtung normalerweise 5ºC (40ºF) beträgt. Bei "kalthärtenden" Ein- oder Zweikomponentensystemen kann sie bis zu -18ºC (0ºF) oder bei herkömmlichen Zweikomponentensystemen bis zu 10ºC (50ºF) betragen. In den Spezifikationen für Anstriche kann ferner angegeben werden, dass die Lackierung nicht vorgenommen werden darf, wenn die Temperatur sinkt und nicht mehr als 3 ºC (5 ºF) von der Untergrenze entfernt ist.
Die maximale Oberflächentemperatur für das Auftragen von Beschichtungen beträgt in der Regel 50 ºC (125 ºF), sofern nicht ausdrücklich anders angegeben. Eine zu heiße Oberfläche kann dazu führen, dass die Beschichtungslösungsmittel so schnell verdampfen, dass das Auftragen schwierig wird, Blasenbildung auftritt oder ein poröser Film entsteht.
Die Aushärtegeschwindigkeit wird direkt von der relativen Luftfeuchtigkeit beeinflusst - dem Feuchtigkeitsgehalt der air , ausgedrückt als Prozentsatz der at bestimmten Temperatur möglichen Gesamtmenge (Sättigung). Feuchtigkeitsbehaftete air kann nicht so viel Lösungsmittel aufnehmen wie trockene air. Daher kann eine hohe relative Luftfeuchtigkeit die Verdunstung des Lösungsmittels verlangsamen. Aus diesem Grund wird die maximale Luftfeuchtigkeit, at der Beschichtungen oder Auskleidungen aufgetragen und ausgehärtet werden können, im Allgemeinen at 85 % festgelegt. Einige Beschichtungen benötigen jedoch Feuchtigkeit zum Aushärten. Daher ist es wichtig, die Spezifikationen der Beschichtung zu prüfen.
Die Taupunkttemperatur ist die Temperatur, at der sich Feuchtigkeit auf einer Stahloberfläche zu bilden beginnt. Sie ist die Temperatur, auf die ein air abgekühlt werden muss, um Sättigung zu erreichen. Sie ist eine Funktion der air und der relativen Luftfeuchtigkeit.
Der letzte zu beachtende Parameter ist der Abstand zwischen der Oberflächentemperatur und der Taupunkttemperatur. Sind sie gleich, wird sich wahrscheinlich Feuchtigkeit bilden. Selbst wenn sie nahe beieinander liegen, kann das Risiko der Feuchtigkeitsbildung unannehmbar hoch sein. Dokumente wie ASTM D3276 und die internationale Norm standard ISO 8502-42 besagen, dass die Oberflächentemperatur während der drei kritischen Phasen der Beschichtung - Vorbereitung, Auftragen und Aushärten - mindestens 3 ºC (5 ºF) über der Taupunkttemperatur liegen muss. Dieser Mindestabstand trägt auch zur Verringerung der Oberflächentemperatur bei, wenn Lösungsmittel verdampfen oder kalte Beschichtungsmaterialien aufgetragen werden.
Die air , die Taupunkttemperatur und die relative Luftfeuchtigkeit können mit einem Schleuder- oder batteriebetriebenen Psychrometer bestimmt werden. Diese Geräte sind mit zwei Thermometern ausgestattet. Das erste Thermometer, das so genannte "Trockenkugelthermometer", misst die Temperatur der air . Das zweite Thermometer ist in einen Musselinstrumpf oder einen Docht eingewickelt, der vor der Verwendung befeuchtet wird - daher der Name "Feuchtkugel". Diese "Feuchtkugeltemperatur" stellt den Wärmeverlust durch die Verdunstung von Wasser in der Socke dar. Eine niedrige Luftfeuchtigkeit führt zu einer schnelleren Verdunstung und einer niedrigeren Feuchtkugeltemperatur als eine hohe Luftfeuchtigkeit.
Das Schlingenpsychrometer (Abbildung 1) wird durch die air gewirbelt, um die beiden Temperaturwerte zu erhalten. Das elektrische Psychrometer bleibt stationär, während ein motorbetriebenes Gebläse die air über die Thermometer zieht.

Lesen Sie die Bedienungsanleitung sorgfältig durch. Das Gerät sollte vor jedem Test überprüft und entsprechend vorbereitet werden. Überprüfen Sie die feuchte Abdeckung regelmäßig und halten Sie sie in gutem Zustand. Die Verdunstung des Wassers aus dem Musselin hinterlässt immer eine kleine Menge an festem Material. Es ist daher wünschenswert, so reines Wasser wie möglich zu verwenden und den Musselin von Zeit zu Zeit zu erneuern.
Der Ort, an dem der Test durchgeführt wird, und die Zeit, in der air über die Feuchtkugel gewirbelt oder geblasen wird, sind Faktoren, die sich direkt auf die Genauigkeit des Testergebnisses auswirken. Die Thermometer sollten 15 bis 20 Sekunden lang schnell gewirbelt werden; dann sollte die Messung gestoppt und die Feuchtkugel zuerst abgelesen werden, da sie sich zu verändern beginnt, wenn die air aufhört. Der Test sollte so lange wiederholt werden, bis zwei oder mehr Ablesungen der Feuchtkugel dem niedrigsten erhaltenen Wert entsprechen.
Um die beste Genauigkeit zu erzielen, sollte das Psychrometer im Schatten gewirbelt werden. Der Beobachter sollte sich dem Wind zuwenden und ein paar Schritte hin und her gehen, um zu verhindern, dass sein Körper die Beobachtungen beeinträchtigt. Beachten Sie, dass das Psychrometer bei Temperaturen nahe oder unter dem Gefrierpunkt kein sehr zuverlässiges Instrument für die Messung der Luftfeuchtigkeit ist3.
Ein Psychrometer misst die relative Luftfeuchtigkeit und die Taupunkttemperatur nicht direkt. Diese Werte werden mit Hilfe einer Formel berechnet, in die die Trocken- und die Webbirnen-Temperatur eingesetzt werden. Hierfür stehen Diagramme und psychrometrische Rechenschieber zur Verfügung. Diagramme wie die psychrometrischen Tabellen des U.S. Weather Bureau(Abbildung 2) machen die Bestimmung etwas einfacher. Wählen Sie die Tabelle aus, die dem örtlichen Luftdruck für den betreffenden Tag entspricht: Dieser Wert kann beim nächstgelegenen Wetteramt des Flughafens erfragt werden. Im Allgemeinen werden 76 cm (30 Zoll) Quecksilber verwendet, was der Meereshöhe entspricht. At höheren Lagen sollten Sie 29 bis 23 Zoll (74 bis 58 cm) verwenden.

Lesen Sie die Thermometer sorgfältig ab, denn es gibt viele Möglichkeiten für Interpolationsfehler. Geringfügige Unterschiede in den Werten, die von Temperaturskalen und Feuchtigkeitsnachschlagetabellen erhalten werden, können zu erheblich unterschiedlichen Ergebnissen führen.
Hier ist ein Beispiel: Nehmen Sie an, dass sowohl das Feucht- als auch das Trockenthermometer in 1-Grad-Schritten ablesen, dass Sie aber auf ½ Grad interpolieren können. Bei einer typischen Genauigkeit von +1 Grad könnten bei einer Trockentemperatur von 23,9 ºC (75 ºF) und einer Feuchttemperatur von 22,8 ºC (73 ºF) die möglichen Messwerte denen in Tabelle 1 ähneln.

Obwohl beide Thermometerwerte innerhalb der Toleranz liegen, weicht die daraus resultierende Formelberechnung der Luftfeuchtigkeit um 8,8 Prozentpunkte ab! Wird anstelle einer Formelberechnung eine Nachschlagetabelle verwendet, kann der Unterschied sogar noch größer sein. Dieses Fehlerbudget ist bei den Feucht-/Trockenbirnenberechnungen at sehr niedriger und sehr hoher RH am größten.
Die rF kann auch direkt an einem Hygrometer abgelesen oder mit einer Ganglinie kontinuierlich aufgezeichnet werden.
Ein Oberflächenthermometer, wie das in Abbildung 3 gezeigte, verwendet ein Bimetallelement als Messfühler. Es kann magnetisch an einer Stahloberfläche befestigt werden, und Klebeband hält es an anderen Oberflächen.
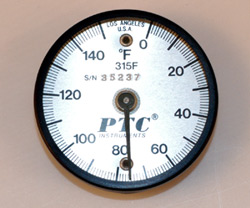
Die Thermometer sollten so lange an Ort und Stelle bleiben, bis sich die Temperatur stabilisiert hat - in der Regel 2 bis 3 Minuten. Klopfen Sie leicht auf die Skala, bevor Sie die letzte Messung vornehmen, und achten Sie darauf, dass Sie gerade ablesen. Vermeiden Sie direkte Sonneneinstrahlung, Wind, Wärmestrahlung, Heizungs- oder Lüftungsschächte oder andere derartige Bedingungen. Ermitteln Sie Daten für heiße und kalte Bereiche sowie für durchschnittliche Bereiche.
Digitale, berührungslose Infrarot-Thermometer, wie z. B. das PosiTector IRT oder PosiTector DPM IR, können auch zur Messung der Oberflächentemperatur verwendet werden. Lesen Sie die Anweisungen des Geräts sorgfältig durch. Je weiter das Gerät von der Oberfläche entfernt gehalten wird, desto größer ist der Messbereich, was zu Fehlern führen kann.
Die atmosphärischen Bedingungen ändern sich ständig: Daher sollten die Messungen und Berechnungen häufig durchgeführt werden. Vier Stunden sind ein typischer Mindestzeitraum. Es wird empfohlen, vor, während und nach der Arbeit an verschiedenen Stellen zu messen und die Bedingungen aufzuzeichnen. Einige Spezifikationen verlangen eine kontinuierliche Messung, während der gestrahlte Stahl exponiert ist oder während Beschichtungen oder Auskleidungen aushärten: Durch die kontinuierliche Messung wird sichergestellt, dass das Metall wärmer als der Taupunkt ist.
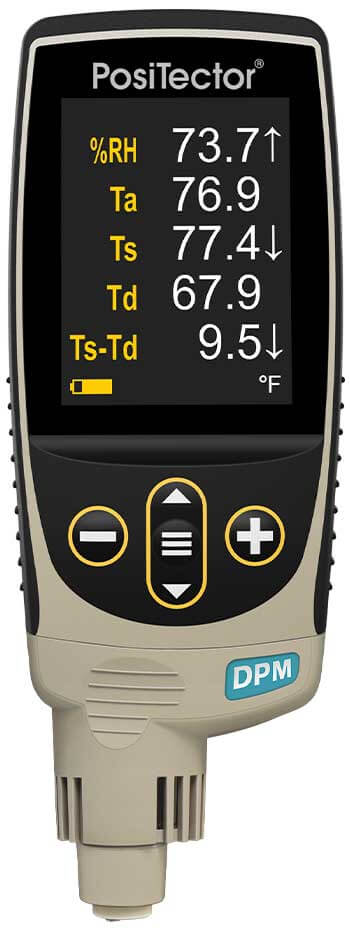
Einige Messgeräte berechnen nur die Taupunkttemperatur, aber die praktischeren Geräte haben einen angeschlossenen Oberflächentemperaturfühler(Abbildung 4). Mit einer Oberflächentemperatursonde kann ein Messgerät den wichtigen Delta-Wert - die Differenz zwischen der Oberflächen- und der Taupunkttemperatur - berechnen und anzeigen.
Die kontinuierliche Messung ist ein Grund, warum digitale All-in-One-Geräte immer beliebter werden. Sie vereinfachen den Prozess der Messung und Berechnung kritischer Umweltparameter erheblich. Schnell ansprechende Präzisionssensoren liefern genaue, wiederholbare Messwerte mit hoher Zuverlässigkeit und Langzeitstabilität. Kalibrierungszertifikate, die die direkte Rückführbarkeit auf die Normen des National Institute of Standards and Technology belegen, sind in der Regel erhältlich.
Das PosiTector DPM Taupunktmessgerät zeigt kontinuierlich und gleichzeitig alle fünf Umweltparameter auf der Flüssigkristallanzeige an. Es werden nicht nur die Werte angezeigt, sondern diese Werte können at Knopfdruck zusammen mit Datum und Uhrzeit im Speicher des Messgeräts gespeichert werden. Noch besser: Geben Sie ein Zeitintervall ein, und das Messgerät kann unbeaufsichtigt gelassen werden, um alle fünf Werte at diesem Intervall aufzuzeichnen - beispielsweise alle 15 Minuten oder jede Stunde(Abbildung 5). Die aufgezeichneten Daten können gespeichert werden, bis das Taupunktmessgerät vom Standort abgeholt wird, oder der Benutzer kann die Fernüberwachung aktivieren und Live-Daten aus dem Feld sehen. Dies ist praktisch, um eine vollständige Aufzeichnung der Umgebungsbedingungen vor, während und nach dem Auftragen der Beschichtung zu erhalten.

All-in-One-Geräte wie das PosiTector DPM-Taupunktmessgerät bieten in der Regel eine höhere Genauigkeit, größere Einfachheit und schnellere Reaktion als mechanische Methoden. Ihre einfache, einhändige Bedienung ist praktisch, wenn man auf eine Leiter oder ein Gerüst klettert oder wenn man weit entfernte Orte und kleine, schwer zugängliche Bereiche erreicht. Die Ausgabe auf dem Display erfolgt schnell und kontinuierlich.
Andere All-in-One-Taupunktmessgeräte, wie der PosiTector DPM L Dew Point Meter Logger, verfügen über umweltverträgliche versiegelte Behälter und können die Umgebungsbedingungen bis zu 200 Tage lang autonom messen, ohne dass ein Batteriewechsel erforderlich ist.
Ein weiterer Vorteil digitaler Mess geräte besteht darin, dass sie einen großen Teil des Rätselraten aus der Messung nehmen. Viele Modelle verfügen über Alarme, die den Benutzer automatisch warnen, wenn die Oberflächentemperatur zu nahe an der Taupunkttemperatur liegt; diese Funktion signalisiert das hohe Risiko der Feuchtigkeitsbildung. Die meisten Geräte zeigen die Temperatur sowohl in Celsius als auch in Fahrenheit an. Einige zeichnen den Wert der Oberflächentemperatur erst auf, wenn sich dieser Wert stabilisiert hat. Mit anderen Worten: Wenn Sie eine kalte oder heiße Oberfläche berühren, misst das Gerät den Temperaturwert, während er auf die tatsächliche Oberflächentemperatur fällt oder steigt. Sobald das Messgerät feststellt, dass sich der Messwert stabilisiert hat, gibt es nach einigen Sekunden einen Signalton ab und friert die Anzeige ein. Dies ist besonders praktisch bei Messungen in abgelegenen Bereichen, in denen die Anzeige schwer oder gar nicht zu sehen ist.
1. ASTM D3276-15e1, "Standard Guide for Painting Inspectors (Metal Substrates)" (West Conshohocken, PA: ASTM 2015)
2. ISO 8502-4:2017, "Vorbereitung von Stahluntergründen vor dem Auftragen von Beschichtungsstoffen und verwandten Produkten - Prüfungen zur Beurteilung der Oberflächenreinheit - sowohl der nassen als auch der trockenen Glühbirne - Teil 4: Leitfaden zur Abschätzung der Wahrscheinlichkeit von Kondensation vor dem Auftragen von Beschichtungsstoffen" (Genf, Schweiz: ISO, 2017)
3. ASTM E337-15, "Standard Test Method for Measuring Humidity with a Psychrometer (the Measurement of Wet- and Dry-Bulb Temperatures)" (West Conshohocken, PA: ASTM 2015)

DAVID BEAMISH (1955 - 2019), ehemaliger Präsident der DeFelsko Corporation, einem in New York ansässigen und weltweit vertriebenen Hersteller von tragbaren Beschichtungsprüfgeräten. Er hatte einen Abschluss in Bauingenieurwesen und mehr als 25 Jahre Erfahrung in der Entwicklung, Herstellung und Vermarktung dieser Prüfgeräte in einer Vielzahl von internationalen Branchen, darunter Industrielackierung, Qualitätskontrolle und Fertigung. Er leitete Schulungsseminare und war aktives Mitglied in verschiedenen Organisationen wie NACE, SSPC, ASTM und ISO.







