
In diesem Beitrag werden Methoden zur Messung von Oberflächenprofilen bewertet, die von Elektrowerkzeugen erzeugt werden, nämlich von air , Borstenreinigern und RoTo-Peen-Entfernern. Besonderes Augenmerk wird auf die Verwendung von Replika-Bändern und deren Fähigkeit zur Charakterisierung von Profilen verschiedener Oberflächen unter Verwendung eines digitalen Replika-Band-Lesegeräts mit 3D-Abbildungsfunktion gelegt. Insbesondere wird untersucht, ob die in ASTM D4417 beschriebenen Messmethoden für die Messung von Profilen geeignet sind, die von Elektrowerkzeugen erzeugt werden.
Die NAVSEA definiert handgeführte Elektrowerkzeuge als tragbare automatische Geräte für die Oberflächenvorbereitung, die in drei grundlegende Kategorien unterteilt werden können:
Während es viele Normen für die Messung von Oberflächenprofilen gibt, die durch Strahlen von Stahloberflächen erzeugt werden, gibt es nur wenig Forschung oder Leitlinien für die Messung von Profilen, die mit Elektrowerkzeugen erzeugt werden.
In diesem Beitrag werden drei gängige Messmethoden zur Bestimmung von Oberflächenprofilparametern untersucht und ihre Wirksamkeit auf mit Elektrowerkzeugen vorbereiteten Oberflächen bewertet: Federmikrometer unter Verwendung von Abdruckbändern, Tiefenmikrometer und Tasterrauhigkeitsmessgeräte. Für diese Studie wurden Profile untersucht, die mit air , Borstenreinigern und Roto-Peen-Entrostern auf Stahlprüfplatten erzeugt wurden.
Es wird darauf geachtet, dass jede Messmethode für alle drei mit Elektrowerkzeugen hergestellten Profile geeignet ist und ob eines der Elektrowerkzeuge Profileigenschaften aufweist, die eine Herausforderung darstellen. Durch die Auswertung der Daten, die grafische Darstellung der Ergebnisse und die Verwendung von 3D-Oberflächenbildern wird eine endgültige Empfehlung ausgesprochen, welche Messmethode am besten geeignet ist.
Die Oberflächenvorbereitung wirkt sich direkt auf die Leistung von Schutzbeschichtungssystemen aus. Es muss sichergestellt werden, dass die Oberfläche frei von Rost und Walzzunder sowie von Verunreinigungen wie Schmutz, Öl, löslichen Salzen und Fett ist. Ebenso wichtig ist das Oberflächenprofil, dessen Eigenschaften zur Lebensdauer der Beschichtung und zur Haftfestigkeit beitragen. Die Bewertung des Oberflächenprofils wird somit zu einer wichtigen Aufgabe.
Elektrowerkzeuge werden häufig zur Reinigung von Stahloberflächen vor dem Auftragen von Schutzbeschichtungen eingesetzt. Während das Profil von gestrahlten Oberflächen routinemäßig mit Replika-Bändern, Tiefenmikrometern oder tragbaren Tasterrauhigkeitsmessgeräten gemessen wird, sind Beschichtungsfachleute oft unsicher, welche Methode sich am besten für Profile eignet, die mit Elektrowerkzeugen wie air , Borstenreinigern und Rotationsentrostern erzeugt werden.
Abrasiver Aufprall erzeugt komplexe, zufällige Muster auf der Oberfläche. Die von Elektrowerkzeugen erzeugten Oberflächenprofile weisen jedoch sich wiederholende Muster auf, die eine ordnungsgemäße Messung der Höhe von Spitze zu Tal und der Spitzendichte erschweren.
In einem Artikel vom Februar 2015 veranschaulichte D. Beamish2 , wie mit Hilfe von Replika-Bändern kritische Oberflächenprofilparameter für gestrahlte Stahloberflächen bestimmt werden können, und setzte diese Parameter mit der Haftfestigkeit beim Abziehen in Beziehung. Insbesondere wurde in dem Artikel erörtert, dass durch Replika-Bandmessungen im Vergleich zu anderen Messmethoden wesentlich mehr Informationen zur Verfügung standen, so dass die Spitzendichte (Pd) und das Verhältnis der entwickelten Grenzfläche (Sdr) bestimmt werden konnten, die direkt mit der Abziehhaftung korrelierten. Darüber hinaus wurde gezeigt, dass die mit dem Replika-Band gemessenen Oberflächenparameter eng mit den etablierten Messverfahren für gestrahlte Profile, wie der konfokalen Mikroskopie und der Taststiftprofilometrie, korrelieren. In der vorliegenden Arbeit wird diese Analyse vertieft und die Eignung des Replika-Bandes nicht nur für die Messung von Oberflächenparametern gestrahlter Profile, sondern auch für die Messung von Oberflächenprofilen auf einer Vielzahl von mit Elektrowerkzeugen bearbeiteten Oberflächen untersucht.
Replikabänder werden seit den 1960er Jahren zur Messung des Oberflächenprofils von gestrahltem Stahl verwendet. Das in der Beschichtungsindustrie weit verbreitete Replikaband besteht aus einer Schicht aus zerdrückbarem Kunststoffschaum, die auf einem nicht komprimierbaren Polyesterträger mit einer sehr gleichmäßigen Dicke von 2 mils ± 0,2 mils (50,8 Mikron ± 5 Mikron) angebracht ist. Die Schaumstoffdicke ist abhängig von der Klebebandqualität. Replikabänder gibt es in zwei Ausführungen, normal und optisch, sowie in zwei Qualitäten, Grob und X-Grob. Für die meisten Anwendungen ist normales Replikaband ausreichend. Optisches Replikaband wird verwendet, um 3D-Bilder der Bandoberfläche zu erzeugen. Die beiden Bandqualitäten sind Coarse, die Profile von 0,8 bis 2,5 mils (20 bis 64 µm) messen, und X-Coarse, die Profile von 1,5 bis 4,5 mils (38 bis 115 µm) messen.
Wenn der Schaum gegen eine aufgeraute Stahloberfläche gedrückt wird, bildet er einen Abdruck oder ein umgekehrtes Abbild der Oberfläche. Der Schaumstoff kann auf etwa 25 % seiner Dicke vor dem Zusammenfallen zusammenfallen. Wenn also die höchsten Erhebungen der ursprünglichen Oberfläche auf den Polyesterträger drücken, wird der vollständig komprimierte Schaumstoff seitlich verschoben. Ebenso erzeugen die tiefsten Täler auf dem Original die höchsten Spitzen in der Nachbildung.
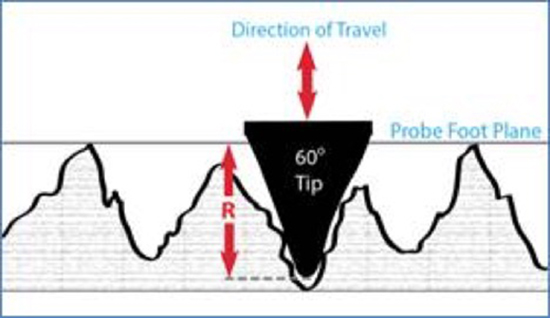
Legt man das komprimierte Band zwischen die Ambosse eines Federmikrometers wie dem PosiTector RTR H und zieht den Beitrag des inkompressiblen Polyestersubstrats (2 mils / 50 µm) ab, erhält man ein Maß für das durchschnittliche maximale Rauheitsprofil von Spitze zu Tal (Abb.1).

Diese Methode zur Oberflächenmessung ist robust, relativ einfach und kostengünstig und ermöglicht es dem Anwender, ein physisches Abbild der zu bewertenden Oberfläche zu erhalten. Sie ist eine der gängigsten Methoden zur Bestimmung der Rauhtiefe von gestrahlten Oberflächen in der Beschichtungsindustrie.
Das Replika-Band bietet zusätzliche Vorteile gegenüber anderen Messmethoden, da es das Oberflächenprofil über einen zweidimensionalen Bereich misst und nicht nur einen Punkt oder eine gerade Linie. Die spitze Tastspitze eines Tiefenmikrometers misst einen einzelnen Punkt mit einem Radius von etwa 0,05 mm (50 Mikrometer), was einer Probenfläche von 0,007 mm2 entspricht. Die typische Messlinie eines Taststift-Rauheitsmessgeräts ist 12,5 mm lang und 4 Mikrometer breit, was einer Gesamtmessfläche von 0,05 mm2 entspricht. Die Messfläche des Replikationsbandes beträgt 31 mm2. Dies entspricht einer Messfläche, die etwa 258 Mal größer ist als die Messfläche eines Taststift-Rauheitsmessgeräts und etwa 4.400 Mal größer als die eines Tiefenmikrometers. Darüber hinaus ist bei Verwendung eines Instruments wie dem PosiTector RTR 3Dkönnen mit der digitalen Bildgebung von polierten Replikaten 3D-Bilder von Oberflächenprofilen erstellt werden, die es dem Benutzer ermöglichen, die Oberfläche vor dem Auftragen der Beschichtung visuell zu betrachten.
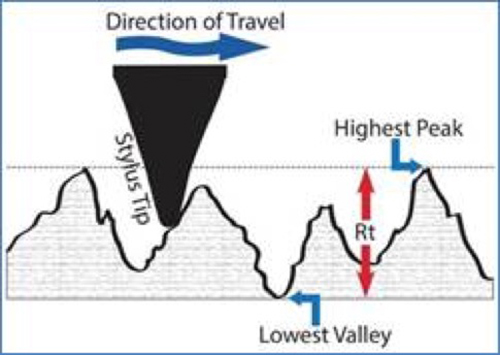
Ein Tiefenmikrometer, wie der PosiTector SPGverwendet eine flache Basis, die auf den Spitzen des Oberflächenprofils aufliegt, und eine im Inneren der Basis montierte federbelastete Messspitze, die in die Täler des Profils eintaucht. Die flache Basis ruht auf den höchsten Erhebungen, und jede Messung ist daher der Abstand zwischen den höchsten lokalen Erhebungen und dem jeweiligen Tal, in das die Spitze hineinragt, wie in Abbildung 2 dargestellt. Tiefenmikrometer haben den Vorteil, dass sie in der Lage sind, Profilhöhen zu messen, die den Bereich vieler anderer Instrumente übersteigen.
Ein tragbares Taststift-Rauheitsmessgerät verwendet einen Taststift, der at konstanter Geschwindigkeit über eine Oberfläche gezogen wird und die Auf- und Abwärtsbewegungen aufzeichnet, um den Rt oder den vertikalen Abstand zwischen der höchsten Spitze und dem tiefsten Tal innerhalb einer bestimmten Bewertungslänge zu bestimmen. Das Gerät misst und zeichnet den vertikalen Abstand auf, den der Taststift beim Überfahren der Oberfläche zurücklegt, wie in Abbildung 3 dargestellt.
In der Regel wird eine vorgegebene Auswertungslänge in 7 Abtastlängen unterteilt, und das Gerät misst die Höhe von Spitze zu Tal innerhalb jeder Abtastlänge, Ry, jedes Abschnitts, wobei der erste und der letzte Abschnitt außer Acht gelassen werden. Der Durchschnitt der verbleibenden Ry's wird zur Berechnung von Rz verwendet. Für diese Studie entspricht Rz dem RzDIN, der dem Durchschnitt der Abstände zwischen dem höchsten Gipfel und dem tiefsten Tal in jeder Probenahmelänge gemäß ASME Y14.36M7 entspricht.
Zwölf Stahlplatten wurden mit drei verschiedenen Elektrowerkzeugen präpariert: einem air , einem Borstenreiniger und einem Roto-Peen-Entroster, wie in Abb. 4 dargestellt. Diese Platten wurden innerhalb jeder Gruppe mit den Nummern 1 bis 4 gekennzeichnet.
Die folgenden Panels wurden bewertet:

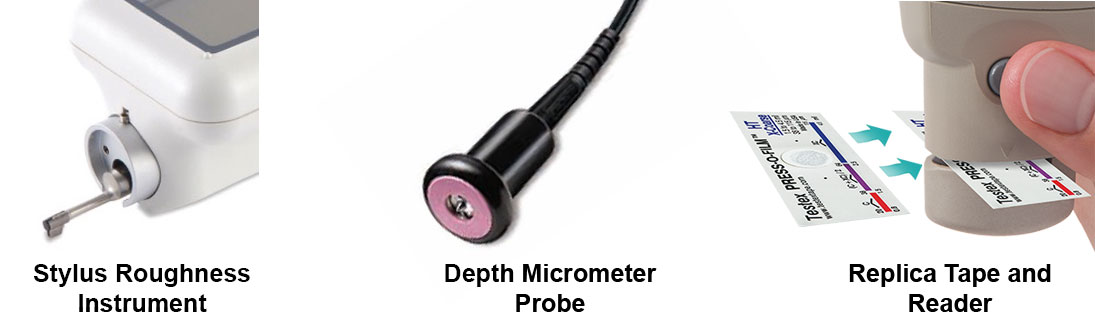
Die Oberflächenprofile auf den Platten wurden mit den folgenden drei Instrumenten bewertet:
Die Tests wurden mit jedem Gerät auf folgende Weise durchgeführt:
1. Ein tragbares Tastschnittgerät wurde zur Bestimmung von Rz und Rpc für jede Platte verwendet. at jeder Platte wurden drei Spurenmessungen at 5 Stellen durchgeführt, wobei jede Spurenmessung eine Auswertungslänge von 12,5 mm und eine Abtastlänge von 2,5 mm hatte.
a. Die Messpositionen sind in Diagramm 1 dargestellt. Es ist zu beachten, dass bei den für den Borstenreiniger vorbereiteten Platten die Messkurven 2 und 4 in Richtung der Vorspannung liegen, während die Messkurven 1, 3 und 5 gegen die Vorspannungsrichtung liegen. Bei den Tafeln mit dem Roto-Peen-Entschupper liegen die Leiterbahnmessungen 2 und 4 gegen die Vorspannungsrichtung und die Leiterbahnmessungen 1, 3 und 5 in der Vorspannungsrichtung.

2. Zur Bestimmung von Rt wurde ein digitales Tiefenmikrometer verwendet. Es wurden 10 Messungen at 5 Stellen auf jeder Platte vorgenommen, insgesamt also 50 Messungen pro Platte. Gemäß D4417 wurden 10 Messwerte pro Stelle genommen. In dieser Studie wurden 5 Stellen verwendet, und die Maximalwerte der 10 Messwerte an den 5 Stellen wurden aufgezeichnet und gemittelt. Der Durchschnitt der 50 Einzelmessungen wurde ebenfalls aufgezeichnet. Die Probenahmestellen sind in Diagramm 2 dargestellt:

3. Ein digitales Abdruckband-Lesegerät und ein Imager verwendeten Abdruckbänder zur Messung von HL und Pd. Pro Platte wurden vier Glättungen vorgenommen. Drei wurden mit normalem Replikaband (Grob und/oder X-Grob) und einer mit optischem Replikaband gemessen. Die Messorte sind in Diagramm 3 dargestellt:

1. In den Ergebnissen waren Muster zu erkennen. Bei der Untersuchung der Bilder der Oberflächen waren auf den mit dem Borstenreiniger und dem Roto-Peen-Scaler präparierten Oberflächen gerichtete Streifen sichtbar. Die Messungen mit dem Tastschnittgerät in Richtung dieser Richtungen und gegen die Richtungen bestätigten deutliche Unterschiede in den Oberflächenparametern. Darüber hinaus zeigten die Bilder der mit dem air präparierten Oberflächen, dass sie nur wenige ausgeprägte Spitzen und Täler aufwiesen, was zu der Vermutung führte, dass das Tiefenmikrometer die tatsächlichen Höhen zwischen den Spitzen und Tälern nicht angemessen erfasst haben könnte. Es wurde angenommen, dass sich die Ergebnisse mit modifizierten Messverfahren verbessern würden, die die Verzerrung/Spitzendichte berücksichtigen:
a. Borstenreiniger/Rotationsentroster präparierte Paneele wiesen eine Richtungsabhängigkeit auf, die für tragbare Taststift-Rauheitsmessgeräte eine Herausforderung darstellt. Ein tragbares Tastschnittgerät ist möglicherweise nicht geeignet, da die Messwerte von der Verzerrung abhängen. Die ursprünglichen Spezifikationen (D7127) für die Messung von mit Elektrowerkzeugen gereinigten Oberflächen berücksichtigen nicht die Verzerrung und/oder die Dichte der Spitzen. Dies kann dazu führen, dass zu niedrige oder zu hohe Werte für das Oberflächenprofil angegeben werden. Um aussagekräftige Ergebnisse zu erzielen, muss die Prüfmethode so geändert werden, dass Messwerte, die in Richtung der Verzerrung gemessen werden, ignoriert werden.
b. Es wurde festgestellt, dass die mit dem air Needle Scaler präparierten Platten eine sehr niedrige Spitzendichte (Spitzenfrequenz) aufwiesen. Es wurde vorgeschlagen, dass eine Erhöhung der Anzahl der Messungen mit dem Tiefenmikrometer dazu beitragen könnte, diese verringerte Frequenz auszugleichen und ein genaueres Ergebnis zu erzielen. Um diese Hypothese zu überprüfen, wurde eine zweite Testrunde durchgeführt, bei der 20 Messungen pro Punkt an allen 5 Stellen vorgenommen wurden, was insgesamt 100 Messungen pro Platte ergab. Es wurde der Durchschnitt der 5 Höchstwerte ermittelt.
2. Die Ergebnisse zeigten, dass Replika-Bänder für alle drei mit Elektrowerkzeugen hergestellten Profile verwendet werden können. Die mit einem digitalen Abdruckbandlesegerät erzielten Ergebnisse wurden durch die Verzerrungen und die Dichte, die bei den anderen Instrumenten eine Herausforderung darstellen, nicht wesentlich beeinträchtigt, und es bestand keine Notwendigkeit, die Prüfmethode zu ändern.
3. Die Ergebnisse der Tiefenmikrometer zeigten, dass die Verwendung des Durchschnitts der Maximalwerte für die fünf Standorte zu Ergebnissen führte, die im Vergleich zum Durchschnitt der 50 Einzelmessungen besser mit den Ergebnissen der anderen Messmethoden korrelierten.
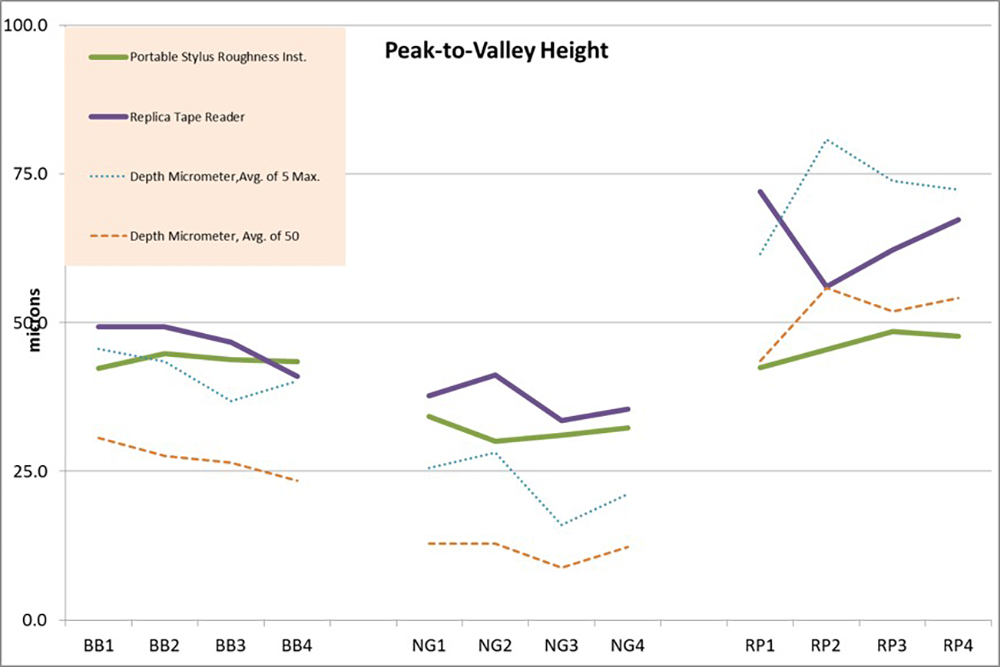
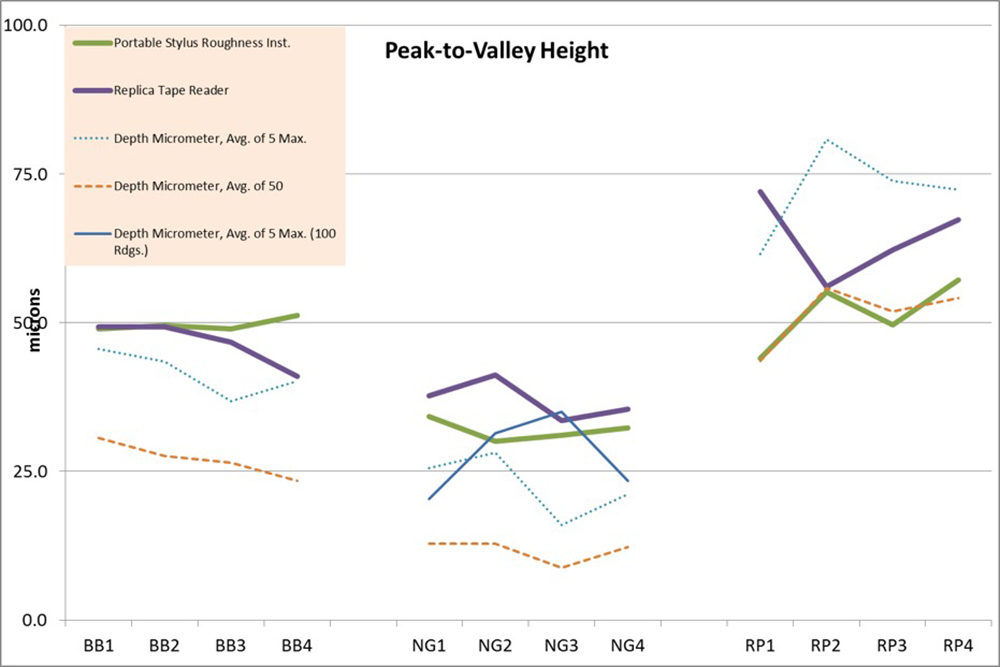
Tabelle 1 zeigt die ersten Ergebnisse der drei Messmethoden. Die Ergebnisse der Tiefenmikrometer sind sowohl als Durchschnitt aller 50 Messungen als auch als Durchschnitt der 5 Maximalwerte angegeben. Es wurde festgestellt, dass die von den Werkzeugen erzeugten Merkmale einige der Messwerkzeuge herausforderten und ihre Ergebnisse weniger konsistent machten.
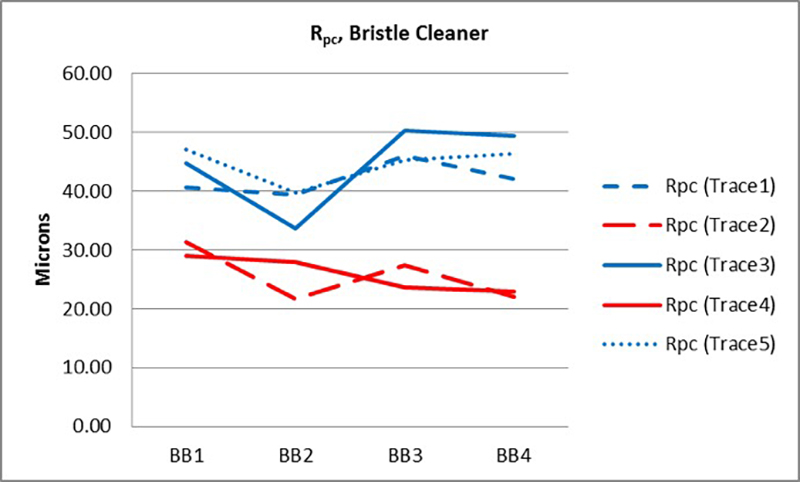
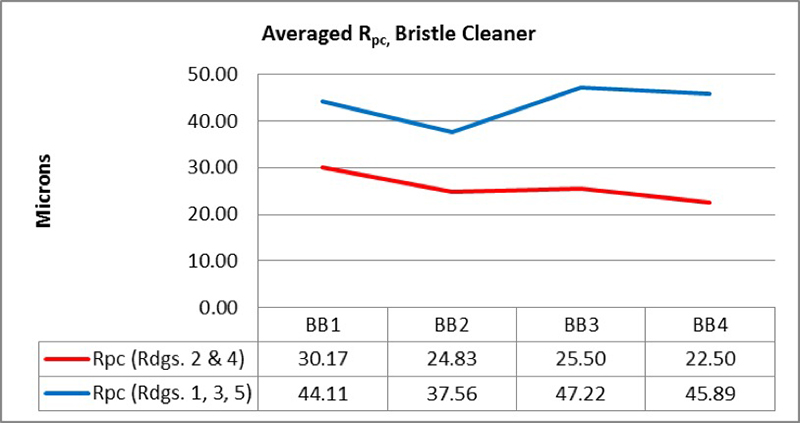
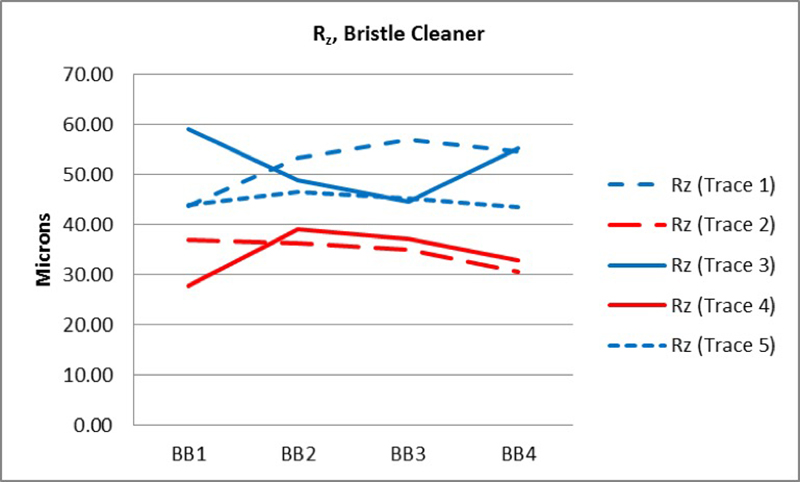
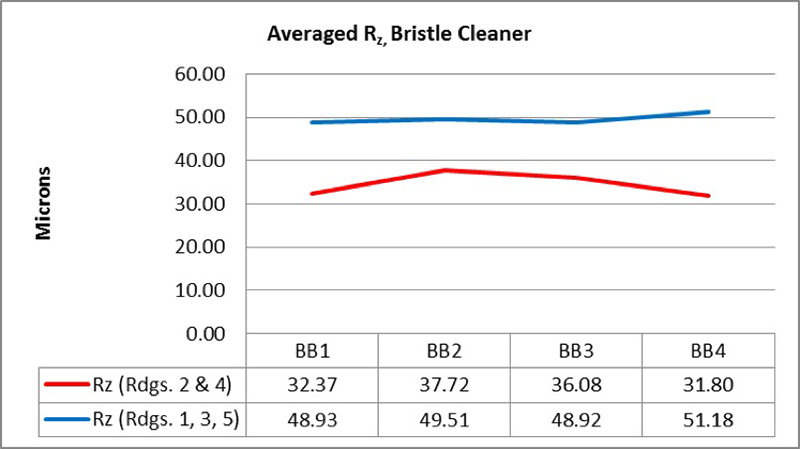
Die nachstehenden Diagramme veranschaulichen dies. Einzelne Kurven sind in den Diagrammen 2 und 4 dargestellt. Bei den Borstenreinigern waren die Messwerte 2 und 4 bei allen Parametern durchweg niedriger als die Messwerte 1, 3 und 5. Die Messwerte 2 und 4 wurden in Richtung der Vorspannung gemessen (rot dargestellt), während die Messwerte 1, 3 und 5 quer zur Vorspannung gemessen wurden (blau dargestellt). Die Diagramme 3 und 5 zeigen die Ergebnisse aller Messkurven, die mit der Verzerrung gemessen wurden, gemittelt und alle Messkurven, die quer zur Verzerrung gemessen wurden, gemittelt.
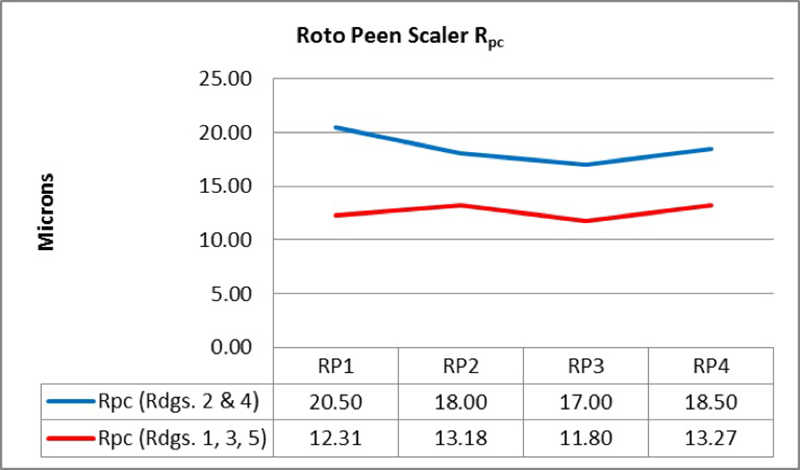
Die einzelnen Messkurven für die Rotationsentschupperplatten sind in den Abbildungen 6 und 8 dargestellt. Die Messwerte 2 und 4 waren bei allen Parametern durchweg höher als die Messwerte 1, 3 und 5. Die Messwerte 2 und 4 wurden quer zur Richtung der Vorspannung gemessen (blau dargestellt), während die Messwerte 1, 3 und 5 mit der Vorspannung gemessen wurden (rot dargestellt). Die Diagramme 7 und 9 zeigen die Ergebnisse aller Messkurven mit der Vorspannung und aller Messkurven quer zur Vorspannung, gemittelt über alle Messwerte.



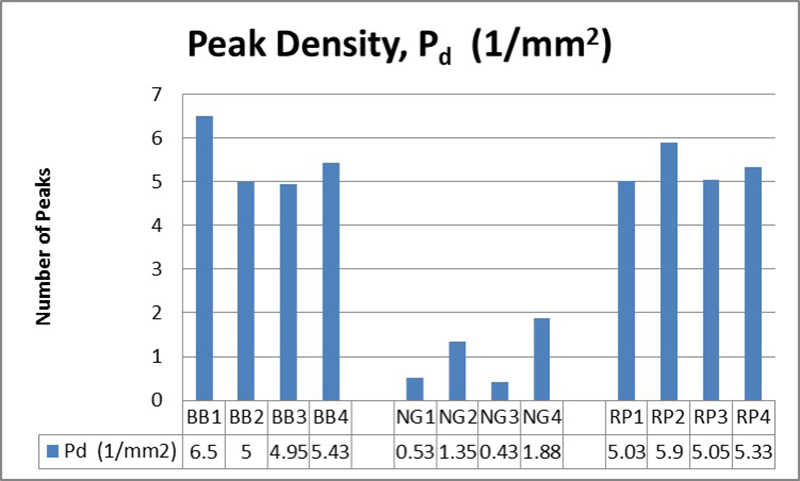
Beim Vergleich der Spitzendichten der drei Plattentypen zeigte die air deutlich niedrigere Messwerte als die anderen, wie in Abbildung 10 zu sehen ist.
Aufgrund der geringeren Dichte wurde die Hypothese aufgestellt, dass die Tiefenmikrometermessungen durch die geringere Wahrscheinlichkeit, dass das Instrument in den tiefsten Tälern platziert wird, beeinträchtigt werden könnten.
Beim Vergleich der Messmethoden zeigten erste Beobachtungen, dass Replica Tape unter den Elektrowerkzeugoberflächen und Messmethoden am wenigsten von Einflüssen wie Verzerrungen oder Spitzenwerten betroffen war.
Nach Abschluss der Tests zeigte die Analyse der Daten, dass die mit dem tragbaren Taststift-Rauheitsmessgerät erzielten Ergebnisse offenbar erheblich durch die Richtungsabhängigkeit der Platten beeinflusst wurden. Dies war vor allem bei den mit dem Borstenreiniger behandelten Platten der Fall und in geringerem Maße bei den mit dem Roto-Peen-Entroster behandelten Platten.
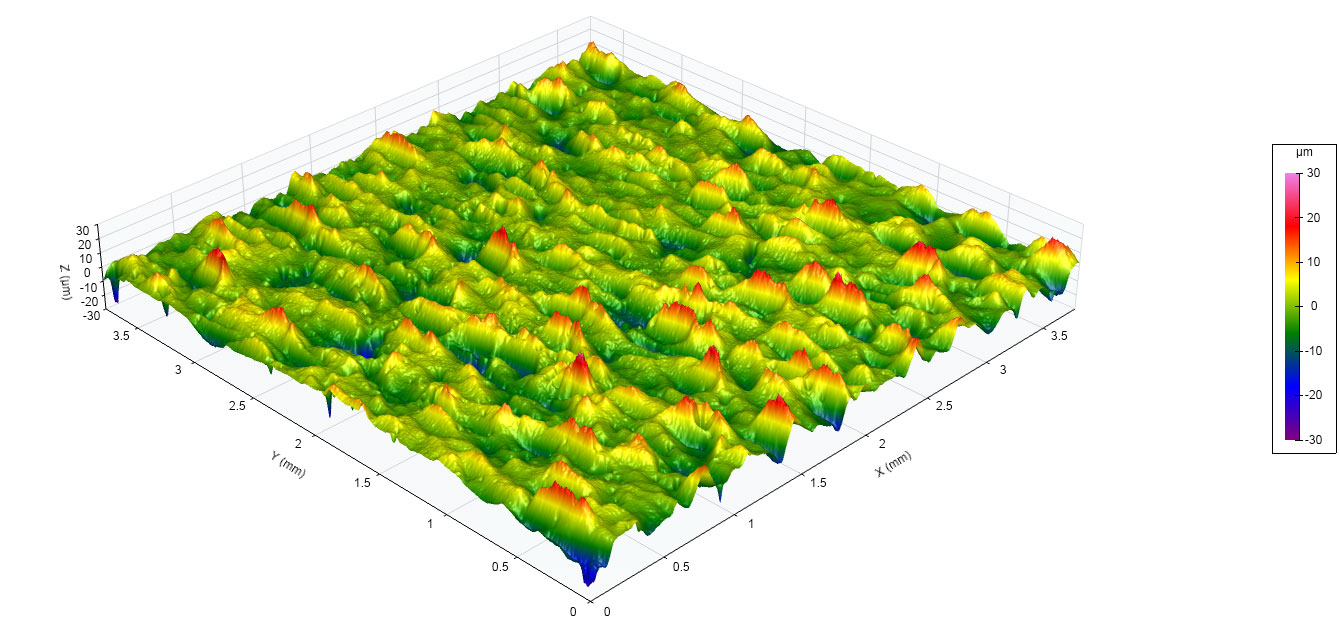
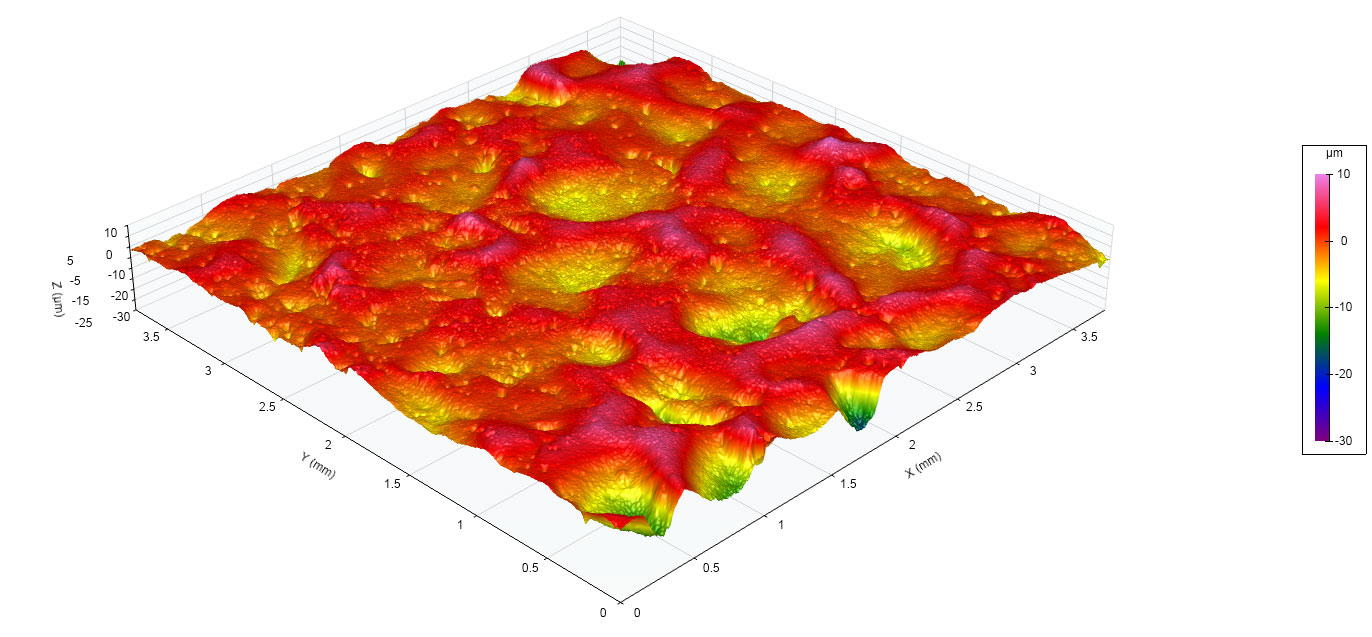
Das erste 3D-Bild einer mit einem Borstenreiniger vorbereiteten Oberfläche (Abbildung 6) zeigt Streifen von links nach rechts, die der Richtung entsprechen, in der der Borstenreiniger auf die Platte aufgetragen wurde, und die im Wesentlichen Täler und/oder Spitzen bilden, die sich in dieser allgemeinen Richtung ausrichten. Die zweite 3D-Aufnahme einer mit einem Roto-Peen-Entschupper bearbeiteten Oberfläche (Abbildung 7) zeigt ähnliche Merkmale.

Um die Auswirkungen auf die mit dem Tastschnittgerät ermittelten Ergebnisse zu bestätigen, wurden zusätzliche Tests an den mit dem Borstenreiniger präparierten Platten durchgeführt, wobei besonders auf die Richtungsabhängigkeit geachtet wurde.
Bei diesen zusätzlichen Tests wurden vier Messungen mit der Schräglage und vier Messungen quer zur Schräglage, die durch den Borstenreiniger erzeugt wurde, durchgeführt. Zwei Werte, Rpc und Rz, wurden dann zwischen dem horizontalen und dem vertikalen Test verglichen. Die Ergebnisse sind unten in den Diagrammen 11 und 12 dargestellt:
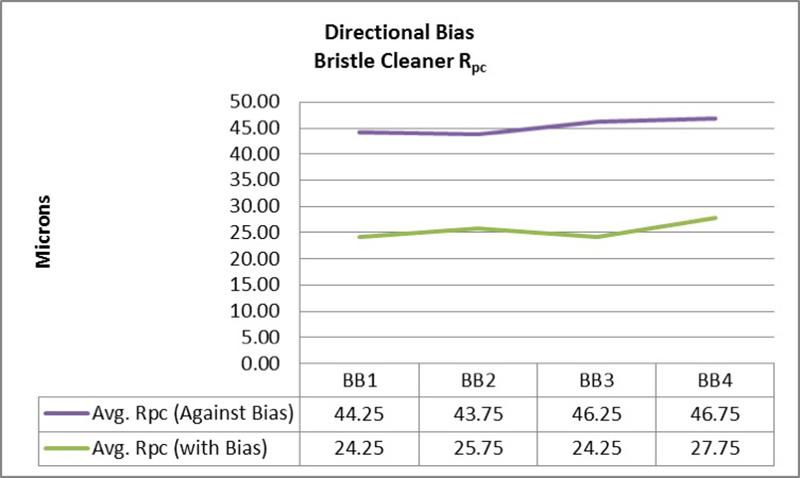
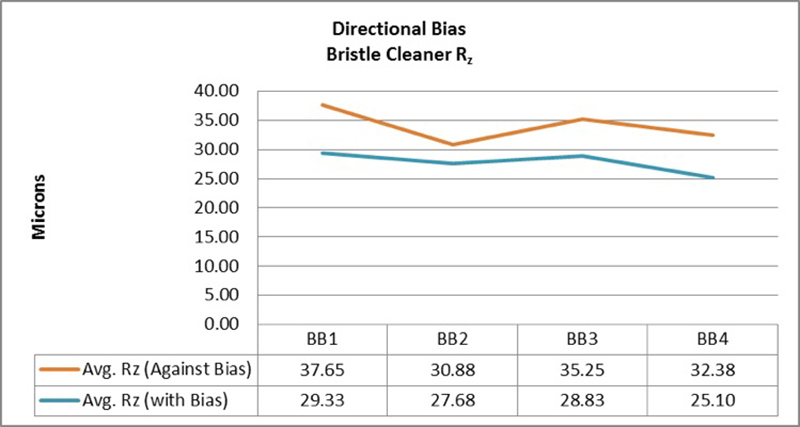
Messungen, die mit der Vorspannung und quer zur Vorspannung durchgeführt wurden, ergaben deutlich unterschiedliche Ergebnisse. Messungen mit dieser Methode könnten zu einer falschen Charakterisierung der Oberfläche führen, wenn die Richtungsabhängigkeit nicht berücksichtigt wird oder nicht bekannt ist. Dies könnte zu einem falschen oder unzureichenden Auftragen einer Beschichtung führen. Messungen, die mit Replika-Bändern oder Tiefenmikrometern durchgeführt wurden, waren von der Richtungsabweichung nicht betroffen.
Die Benutzerhandbücher der Hersteller des Borstenreinigers und des Roto-Peen-Scalers wurden konsultiert, um festzustellen, ob Methoden zur Vermeidung von Richtungsfehlern beschrieben wurden. In beiden Handbüchern wurden keine spezifischen Anweisungen gefunden, die sich mit der Richtungsabhängigkeit oder der Entstehung von Oberflächenrillen befassen. In der Anleitung für den Roto-Peen-Scaler heißt es in Bezug auf die Oberflächenbehandlung: "Um eine gleichmäßige Peening-Abdeckung zu gewährleisten, verwenden Sie eine kreisförmige oder oszillierende Bewegung über den gesamten Bereich".
Es gibt jedoch keine Anweisungen oder Vorschläge zur Verwendung, die das Auftreten von Richtungsfehlern ansprechen oder verhindern.
Die Messergebnisse zeigten, dass die mit dem air hergestellten Platten eine geringere Spitzendichte aufwiesen als die anderen mit dem Elektrowerkzeug hergestellten Platten. Geringere Spitzendichten machen es für die Tiefenmikrometer schwieriger, die tatsächliche Höhe zwischen Spitze und Tal zu ermitteln. Dies ist auf die geringere statistische Wahrscheinlichkeit zurückzuführen, dass die Spitze des Mikrometers direkt auf dem tiefsten Punkt des Profils landet. Wenn das Instrument nicht die tiefste Vertiefung des Profils findet, sind die Ergebnisse fälschlicherweise niedrig. Eine 3D-Darstellung einer mit dem air Needle Scaler präparierten Oberfläche ist in Abbildung 8 zu sehen. Es ist deutlich zu erkennen, dass die Oberfläche nur wenige ausgeprägte Spitzen und/oder Täler enthält und meist abgerundet und flach erscheint.
Nachdem mit Hilfe der digitalen Bildgebung des Replikationsbandes niedrige Spitzendichten beobachtet wurden, wurde festgestellt, dass eine Erhöhung der Anzahl der mit dem Tiefenmikrometer durchgeführten Messungen genauere Messungen von Spitze zu Tal ergab. Um diese Hypothese zu testen, wurde die Anzahl der Messungen an jeder Stelle auf 20 verdoppelt, was insgesamt 100 Messungen pro Platte ergab. Durch die Verdoppelung der Anzahl der Messungen ist das Ergebnis repräsentativer für die Ergebnisse, die mit einem Tastschnittgerät und einem Abdruckband ermittelt wurden, wie in Diagramm 13 dargestellt.

Bei drei der vier untersuchten Platten führte die Verdopplung der Anzahl der Tiefenmikrometermessungen pro Stelle zu Werten, die besser mit dem Tastschnittgerät und dem Abdruckband korrelierten. Obwohl dies hier nicht untersucht wurde, könnte eine weitere Erhöhung der Anzahl der Messungen pro Messfleck zu Messwerten führen, die besser mit anderen Methoden übereinstimmen.
Es wird angenommen, dass das Taststift-Rauheitsmessgerät in ähnlicher Weise von einer geringeren Spitzendichte betroffen sein wird. Das Tastschnittgerät misst jedoch über einen größeren Bereich als das Tiefenmikrometer, und dieser größere Messbereich kann ausreichen, um die höchste Spitze und das niedrigste Tal zu erfassen. Ungeachtet dessen ist die Wahrscheinlichkeit, die tatsächliche maximale Höhe des Spitzen-Tal-Profils auf mit dem air Needle Scaler präparierten Oberflächen zu finden, einfach aufgrund der geringeren Anzahl von ausgeprägten Spitzen und Tälern geringer.
Im Gegensatz zu anderen Messmethoden wurden die Messungen mit dem Replika-Band nicht durch Richtungsabhängigkeit oder Spitzendichte beeinflusst. Diese Methode lieferte konsistente Ergebnisse für alle drei mit dem Elektrowerkzeug gereinigten Oberflächen.
Bei Platten, die von einer Richtungsabweichung betroffen sind, erfasst der Messbereich des Replikationsbandes Muster in beiden Richtungen der Abweichung. Da HL als die maximale Spitze-zu-Tal-Höhe über die gesamte Fläche gemessen wird, hat die Verzerrung keine Auswirkungen. Aus diesem Grund waren die Ergebnisse aus den Messungen mit dem Replikationsband repräsentativer für die Oberfläche und erforderten keine Änderung der Messmethode, um aussagekräftige Ergebnisse zu erzielen.
Auch die Messungen mit dem Abdruckband wurden durch die Spitzendichte nicht negativ beeinflusst. Da die Messfläche des Abdruckbandes größer ist als der horizontale Abstand zwischen Spitzen und Tälern, spielte die geringere Dichte keine Rolle. Auch hier waren die Messwerte aufgrund der großen Messfläche des Replika-Bandes repräsentativer als die des Mikrometers oder des Taststift-Rauheitsmessgerätes.
Methode C, Replika-Band und Federmikrometer, maß die von allen drei Werkzeugen erzeugten Oberflächen am genauesten, vor allem, weil die erfasste Fläche größer ist als bei den anderen Methoden. Die größere Messfläche des Abdruckbandes trug den Merkmalen der mit Elektrowerkzeugen erzeugten Oberflächen Rechnung, die sich bei den anderen Messmethoden negativ auswirkten.
Von Elektrowerkzeugen erzeugte Oberflächen weisen Eigenschaften auf, die bei der Auswahl eines Verfahrens zur Messung von Oberflächenprofilen berücksichtigt werden müssen. Werkzeuge, die Richtungsstreifen (Bias) auf der Oberfläche hinterlassen, können zu ungenauen Messungen von Oberflächenprofilparametern führen, wenn tragbare Tastschnittgeräte zur Rauheitsmessung verwendet werden. Werkzeuge, die zu Oberflächenprofilen mit geringer Spitzendichte führen, sind in den Normen (ASTM D4417) nicht vorgesehen, so dass bei Verwendung eines Tiefenmikrometers gemäß dieser Prüfmethode geringere Spitzenwert-zu-Tal-Messwerte angegeben werden. Die Nichtberücksichtigung dieser Merkmale kann zu ungenauen Ergebnissen führen.
Obwohl es bei der Verwendung von tragbaren Tastschnittgeräten und Tiefenmikrometern auf mit Elektrowerkzeugen vorbereiteten Oberflächen Einschränkungen gibt, können an den Messmethoden Änderungen vorgenommen werden, die es diesen Geräten ermöglichen, diese Oberflächen effektiv zu messen. Tastschnittgeräte der Methode D waren für die Messung des Oberflächenprofils auf diesen Oberflächen nicht geeignet, es sei denn, es wurde darauf geachtet, dass nur quer zur Vorspannung gemessen wurde. Die Messwerte von Tiefenmikrometern der Methode B deuten darauf hin, dass sich die Ergebnisse verbessern würden, wenn die Anzahl der Messwerte erhöht würde, um der geringen Spitzendichte Rechnung zu tragen.
Darüber hinaus zeigten die Ergebnisse der Tiefenmikrometer der Methode B deutlich, dass die Verwendung des Durchschnitts der Höchstwerte für die fünf Messstellen zu Ergebnissen führte, die enger mit den Ergebnissen der anderen Messmethoden korrelierten, als die Verwendung des Durchschnitts der 50 Einzelmessungen. Dies unterstützt andere Studien, die mit denselben Ergebnissen durchgeführt wurden, insbesondere "Surface Profile - A Comparison of Measurement Methods" von D. Beamish9 , in dem diese Methode erstmals vorgeschlagen wurde.
Schaubild 14 zeigt die Ergebnisse aller Messmethoden, nachdem Anpassungen vorgenommen wurden, um Fehler aufgrund von Richtungsfehlern und geringer Spitzendichte zu berücksichtigen. Richtungsabhängige Fehler wurden bei den mit dem Borstenreiniger und dem Roto-Peen-Scaler vorbereiteten Platten berücksichtigt, indem die in der Richtung des Fehlers gemessenen Spuren entfernt wurden. Dies führte zu einem Ergebnis, das im Durchschnitt um 13,2 % näher an den Ergebnissen des Replikationsbandes für die borstengestrahlten Platten und um 8,9 % näher an den Ergebnissen des Replikationsbandes für die mit dem Rotopeen-Verfahren behandelten Platten lag.
Die geringe Spitzendichte auf den air wurde berücksichtigt, indem die Ergebnisse sowohl mit 10 als auch mit 20 Messwerten pro Stelle aufgetragen und der Durchschnitt der Höchstwerte für die fünf Stellen angegeben wurde. Auf diese Weise stimmten die Messwerte des Tiefenmikrometers um 15,9 % besser mit den Messwerten des tragbaren Tastschnittgerätes für die Rauheit und um 14,2 % besser mit den Messwerten des Abdruckbandes überein.
Die Ergebnisse des nachgebildeten Bandes werden jedoch so angezeigt, wie sie gemessen wurden, ohne dass die Oberflächeneffekte berücksichtigt wurden. Es ist klar, dass die unveränderten Ergebnisse des Bandes mit anderen Messmethoden übereinstimmen.
Diese Ergebnisse deuten stark darauf hin, dass das Replika-Band eine einfachere und effektivere Lösung für die Messung von Oberflächen darstellt, die von mehreren Elektrowerkzeugen erzeugt werden. Das Band erfordert keine besondere Berücksichtigung von Vorspannung oder Spitzendichte. Im Gegensatz zu anderen Messmethoden, bei denen die von Elektrowerkzeugen verursachten Profileffekte berücksichtigt werden müssen, können die Ergebnisse des Replika-Bands wie gemessen verwendet werden.
In der Lackier- und Beschichtungsindustrie wurden umfangreiche Forschungsarbeiten zur Bewertung von gestrahlten Profilen auf Stahluntergründen durchgeführt.
ISO 8503-5-Vorbereitungvon Stahluntergründen vor dem Auftragen von Beschichtungsstoffen und verwandten Produkten - Oberflächenrauhigkeitseigenschaften von gestrahlten Stahluntergründen - Teil 5: Replikationsbandverfahren zur Bestimmung des Oberflächenprofils3
ISO 8503-5 beschreibt die Vorbereitung von Stahluntergründen vor dem Auftragen von Lacken und verwandten Produkten sowie die Oberflächenrauhigkeitseigenschaften von gestrahlten Stahluntergründen:
1 Anwendungsbereich
Dieses Dokument beschreibt ein Feldverfahren zur Messung des Oberflächenprofils, das durch eines der in ISO 8504-2 beschriebenen Strahlverfahren erzeugt wird. Das Verfahren verwendet ein Replikationsband und ein geeignetes Messgerät, um vor Ort die Rauheit einer Oberfläche vor dem Auftragen von Farbe oder einer anderen Schutzschicht zu messen.
Die Methode ist innerhalb des Bereichs der Profilhöhen anwendbar, die für einen bestimmten Typ (oder eine bestimmte Dicke) von Replika-Bändern angegeben sind. Die derzeit auf dem Markt erhältlichen Sorten ermöglichen die Messung von durchschnittlichen Rauhtiefenprofilen von 20 μm bis 115 μm. Die Methode ist für Oberflächen gültig, die mit Schleifmitteln gereinigt wurden.
ASTM D7127-Standard Prüfverfahren zur Messung der Oberflächenrauheit von sandgestrahlten Metalloberflächen mit einem tragbaren Tastschnittgerät4
ASTM D7127 beschreibt die Messung der Oberflächenrauheit von gestrahlten Metalloberflächen mit einem tragbaren Tastschnittgerät:
1. Umfang
1.1 Diese Prüfmethode beschreibt ein Werkstatt- oder Feldverfahren zur Bestimmung der Rauheitseigenschaften von Oberflächen, die durch Strahlen für die Lackierung vorbereitet werden. Bei dem Verfahren wird ein tragbares Profilabtastgerät mit oder ohne Kufen verwendet. Die gemessenen Merkmale sind: Rt und Rpc. Zusätzliche Messungen der Profilhöhe (Rmax und/oder Rz) können je nach Vereinbarung zwischen Käufer und Verkäufer ebenfalls durchgeführt werden.
NACE SP0287-Feldmessungdes Oberflächenprofils von gestrahlten Stahloberflächen unter Verwendung eines Replikationsbandes5
NACE SP0287 beschreibt und charakterisiert ein Verfahren zur Messung des Oberflächenprofils von gestrahltem Stahl. Bei diesem Messverfahren wird ein Band verwendet, das das Oberflächenprofil nachbildet. Andere gängige Methoden zur Messung des Oberflächenprofils werden nicht behandelt:
1.1 Diese standard beschreibt ein Verfahren zur Vor-Ort-Messung des Oberflächenprofils von gestrahlten Stahloberflächen, die ein Oberflächenprofil gemäß der Definition in Abschnitt 2 zwischen 38 und 114 μm (1,5 und 4,5 mils) aufweisen.
ASTM D4417-Standard Testmethoden für die Messung des Oberflächenprofils von gestrahltem Stahl vor Ort
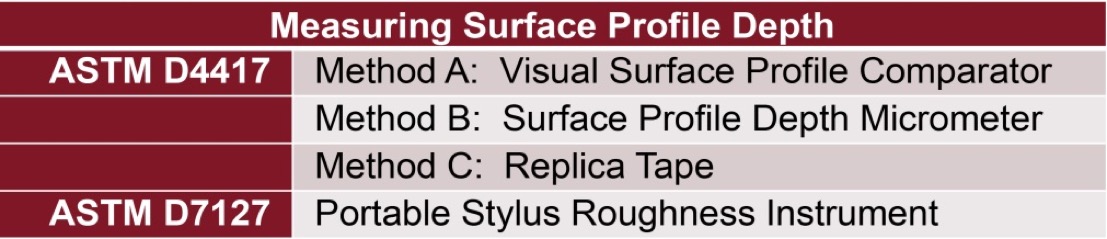
ASTM D4417 beschreibt in Tabelle 1 drei Methoden zur Bewertung des Oberflächenprofils von gestrahlten Stahloberflächen:
1. Umfang
1.1 Diese Prüfverfahren umfassen die Beschreibung von Techniken zur Messung des Profils von gestrahlten Oberflächen im Labor, vor Ort oder in der Fertigungswerkstatt.
SSPC PA 17-Bestimmung derProfilkonformität6
SSPC PA 17 bietet zusätzliche Anleitungen zur Bestimmung der Konformität mit den Anforderungen an das Oberflächenprofil. Während die ASTM-Normen beschreiben, wie Messungen durchzuführen sind, konzentriert sich SSPC PA 17 darauf, wo und wie oft diese Messungen durchzuführen sind.
In diesen Industrienormen fehlen weitgehend Verfahren und Beschreibungen für die Bewertung von mit Elektrowerkzeugen gereinigten Oberflächen. Mit der zunehmenden Verbreitung von Elektrowerkzeugen wird es immer wichtiger, die beste und genaueste Methode zur Bewertung dieser Oberflächen zu finden.
In diesen Normen wird nur an einer Stelle erwähnt, wie die mit Elektrowerkzeugen vorbereiteten Oberflächen zu bewerten sind. ASTM D4417-14 Absatz 1.2 besagt: "Methode B kann auch für die Messung von Profilen geeignet sein, die durch den Einsatz von Elektrowerkzeugen erzeugt wurden."
In Ermangelung von Normen und/oder Leitlinien gibt es nur wenige Informationen darüber, ob die ASTM D4417-Methode B die beste Methode für alle Oberflächen von Elektrowerkzeugen ist oder ob es andere, dynamischere Lösungen für die Messung von Oberflächen gibt. Mit Elektrowerkzeugen vorbereitete Oberflächen weisen Eigenschaften auf, die bei gestrahlten Oberflächen nicht vorhanden sind, nämlich Richtungsabhängigkeit und Schwankungen der Spitzendichte zwischen den Werkzeugen. Die Auswirkungen dieser Merkmale auf bestimmte Messverfahren sind nicht genau bekannt.
1 ASTM D4417 "Standard Test Methods for Field Measurement of Surface Profile of Blasted Cleaned Steel" (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
2 D. Beamish, "Replica Tape - Unlocking Hidden Information", Journal of Protective Coatings and Linings, Februar 2015, S. 1 - 6
3 ISO 8503-5 "Vorbereitung von Stahluntergründen vor dem Auftragen von Beschichtungsstoffen und verwandten Erzeugnissen - Oberflächenrauhigkeitseigenschaften von gestrahlten Stahluntergründen - Teil 5: Replika-Bandverfahren zur Bestimmung des Oberflächenprofils" (Internationale Organisation für Normung (ISO), 1 rue de Varembé, Case postale 56, CH-1211, Genf 20, Schweiz)
4 ASTM D7127 "Standard Test Method for Measurement of Surface Roughness of Abrasive Stray Cleaned Metal Surfaces Using a Portable Stylus Instrument1 (ASTM International, 100 Barr Harbor Drive, West Conshohocken, PA 19428)
5 NACE Standard SP0287, "Field Measurement of Surface Profile of Abrasive Blasted-Cleaned Steel Surfaces Using a Replica Tape". (Houston, TX: NACE, 2016)
6 SSPC-PA-17 "Procedure for Determining Conformance to Steel Profile/Surface Roughness/Peak Count Requirements" (SSPC: die Gesellschaft für Schutzbeschichtungen, 800 Trumbull Drive, Pittsburgh, PA 15205, USA)
7 ASME Y14.36M 1996 "Surface Texture Symbols" (Amerikanische Gesellschaft der Maschinenbauingenieure, Three Park Avenue, New York, NY 10016-5990 USA)
8 ASME B46.1-2009 "Surface Texture (Surface Roughness, Waviness, and Lay)" (The American Society of Mechanical Engineers, Three Park Avenue, New York, NY 10016-5990 USA)
9 D. Beamish, "Surface Profile - A Comparison of Measurement Methods", DeFelsko Corporation, Januar 2013

.jpg)



