
In diesem Artikel wird der Prozess der dolly erörtert, um eine starke Verbindung at dolly zu gewährleisten, und seine Bedeutung für die Maximierung der Wiederholbarkeit von Abzugshaftungstests.
Tragbare Abzugshaftungsprüfgeräte, wie das PosiTest ATmessen die Kraft, die erforderlich ist, um eine Beschichtung mit einem bestimmten Durchmesser von ihrem Substrat abzuziehen. Diese gemessene Abziehkraft liefert einen direkten Hinweis auf die Stärke der Haftung zwischen der Beschichtung und dem Substrat. Durch die Eliminierung von Quellen für Abweichungen beim Abziehen, wie z. B. unbeabsichtigte Verbindungsfehler zwischen dem Klebstoff und schlecht vorbereiteten dollies, werden die Ergebnisse der Haftfestigkeitsprüfung noch aussagekräftiger und berechenbarer.
Die Hauptbestandteile eines Abzugshaftungsprüfers sind eine Druckquelle, ein Manometer und ein Stellglied. Während des Betriebs wird die flache Seite eines Abziehstempels (dolly) auf die zu prüfende Beschichtung geklebt. Nachdem der Klebstoff ausgehärtet ist, wird ein Kupplungsstecker des Aktuators an den dolly angeschlossen. Durch Aktivieren der Druckquelle wird der Druck auf den Aktuator im System langsam erhöht. Wenn der Druck im Aktuator größer wird als die Haftfestigkeit zwischen der Beschichtung und dem Substrat, kommt es zur Trennung und die dolly hebt die Beschichtung vom Substrat ab (siehe Abbildung 1). Die Maximaldruckanzeige des Manometers des Systems liefert eine direkte Anzeige des Drucks, at dem der Abzug erfolgt ist.

Weitere Einzelheiten über die Theorie und die Anforderungen der Abziehprüfung finden Sie in den beiden wichtigsten internationalen Normen, ISO 4624 "Paints and Varnishes - Pull-off-test for adhesion" und ASTM D4541-"Standard Test Method for Pull-Off Strength of Coatings Using Portable Adhesion Testers".
Dollies für Abzugshaftungsprüfgeräte werden aus einer Vielzahl von Metallen hergestellt, darunter Aluminium, Kohlenstoffstahl und Edelstahl. Obwohl sich die im Rahmen dieser Studie durchgeführten Tests auf die dollies konzentrierten, die mit dem DeFelsko PosiTest AT Pull-off Adhesion Tester verwendet werden, der im vorgeschlagenen Anhang A5 der ASTM D 4541 aufgeführt ist (siehe Abbildung 2), gelten die diskutierten Prinzipien für alle dolly . Die Dolly besteht in der Regel aus drei wichtigen Schritten: Entfetten, Abschleifen und Reinigen.

Unter Entfettung versteht man die Entfernung von Öl- und Fettspuren von der zu verklebenden Oberfläche. Dazu können auch Öle von der Haut der Person gehören, die den dolly bedient. Abschleifen ist eine aggressive Veränderung des Profils der dolly . Das Abschleifen dient in erster Linie zwei Zwecken: der Vergrößerung der für die Verklebung verfügbaren Oberfläche und der Entfernung von Oxidation oder Rost. Unter Reinigung versteht man die Entfernung von losen Partikeln von der zu verklebenden Oberfläche, insbesondere von solchen, die durch Abrieb entstanden sind.
Einige dolly werden vor dem Versand bearbeitet, so dass der Kunde die dollies nicht mehr entfetten muss, da durch den Bearbeitungsprozess und die anschließende sorgfältige Handhabung und Verpackung jegliche Verunreinigung entfernt wird.
In der Regel stellt der Hersteller dem Kunden die entsprechenden Geräte, Materialien und Anweisungen zur Verfügung, um die Vorbereitung vor der Verklebung der dollies zu erleichtern. Die vom Hersteller empfohlenen Aufbereitungsmethoden sollten auf umfangreichen Labortests von Abrieb- und Reinigungsmethoden für seine dollies beruhen. Die Vorbereitungsmethoden sollten außerdem klar, einfach und detailliert genug sein, um wiederholbare Ergebnisse für verschiedene Anwender und Anwendungen zu gewährleisten.
Die folgende Empfehlung für die Vorbereitung des dolly wurde für das untersuchte Haftfestigkeitsprüfgerät nach Anhang A5 anhand der Ergebnisse einer Untersuchung der allgemein anerkannten Methoden und der anschließenden experimentellen Ergebnisse optimiert.1
Es wurde ein detailliertes Experiment entwickelt, um die Ergebnisse von Tests und Vergleichen, die zuvor während der Produktvalidierungsphase durchgeführt wurden, zu überprüfen und zusammenzufassen. Ziel des Versuchs war es, die Auswirkungen der Oxidation und der Vorbereitung der dolly (Entfettung, Abrieb und Reinigung) auf die Haftung direkt zu messen. Bei der Testmethode wurden 48 dollies nach dem Zufallsprinzip mit einem geeigneten, bei anderen Tests ausgewählten Klebstoff auf eine beschichtete Kohlenstoffstahlplatte geklebt. Da das Ziel der Studie darin bestand, die Faktoren zu bewerten, die sich auf die Haftfestigkeit zwischen dem Klebstoff und dem dolly auswirken, wurde versucht, eine Substrat- und Beschichtungskombination mit einem extrem starken Klebstoff und einer kohäsiven Bindung zu entwickeln, die auch mit dem zuvor ausgewählten Araldite 2011-Klebstoff gut haften würde. Um dies zu erreichen, wurde eine 4 mil dicke Schicht desselben Araldite 2011 auf eine ¼" dicke Kohlenstoffstahlplatte aus einem Schiffsrumpf eingebrannt. Die Stahlplatte wurde sorgfältig vorbereitet, indem einige Millimeter potenzieller Oberflächenkorrosion und Verunreinigungen abgeschliffen und dann mit Alkohol und einem trockenen Tuch gereinigt wurden. Das Ergebnis war ein beschichtetes Substrat mit einer ausreichenden Haftfestigkeit, um ein unbeabsichtigtes Versagen der Beschichtung während der 48 Abzieh-Haftungstests zu verhindern.
Die dollies wurden zu gleichen Teilen nach Abriebmethode, Oxidationsdauer, Reinigungsmethode und Aushärtungszeit des Klebstoffs aufgeteilt. Zu den vier dolly gehörten das maschinelle Abflachen, das Fräsen der Enden, das Abschleifen mit feinem Sandpapier und das Abreiben mit einem Scotch-Brite™-Pad. Jede Gruppe von abgeschliffenen dollies wurde vor dem Auftragen für drei verschiedene Zeitintervalle der air ausgesetzt (7 Tage, 24 Stunden und einige Minuten). Vor dem Auftragen der Beschichtung wurden die dollies entweder mit einem trockenen Tuch abgewischt oder mit einem in Alkohol getauchten Wattestäbchen gereinigt und anschließend mit einem trockenen Tuch abgewischt. Das Ergebnis waren zwei Proben, die mit jeder möglichen Kombination von Methoden hergestellt wurden. Eine Probe von jedem dieser Paare musste dann entweder 24 Stunden oder 5 Tage lang aushärten, bevor der Zugtest durchgeführt wurde.
Die Ergebnisse wurden für jeden Faktor tabellarisch erfasst, und die durchschnittlichen Ergebnisse nach Abriebmethode für jeden Satz von 12 dollies sind in Tabelle 1 aufgeführt. Wie erwartet war der kritische Faktor für die Vorbereitung die Abriebmethode. Beim Vergleich der Ergebnisse mit der Abriebmethode für den dolly ergibt sich ein vorhersehbares Muster. Die schwächsten Bindungen wiesen die nur maschinell bearbeiteten und die endgefrästen dollies auf. Bei diesen dollies versagte die Verbindung zwischen Klebstoff und dolly zu fast 100 %. Dies war zu erwarten, da beide Präparationsmethoden zu relativ glatten Oberflächen führten, obwohl der Schaftfräsprozess große sichtbare Rillen in die dolly bringt. Diese Rillen vergrößern die Oberfläche des dolly und sind wahrscheinlich der Grund für die etwas höhere Haftfestigkeit, die vor dem Versagen nachgewiesen wurde.
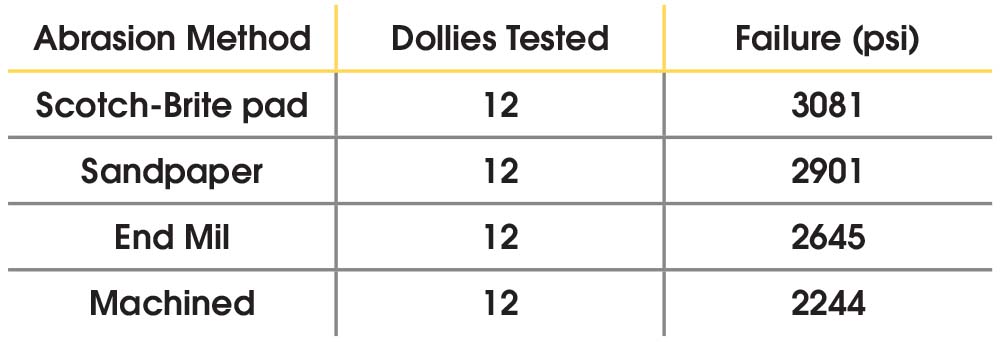
Wie bereits in früheren Tests festgestellt, erzielte das Scotch-Brite-Pad die höchste Gesamthaftungsstärke, während das Schleifpapier an zweiter Stelle lag. Obwohl die visuellen Abriebergebnisse mit einem Scotch-Brite-Pad und Schleifpapier ähnlich sind, ist es wahrscheinlich, dass die Mikrostruktur (Oberflächenprofil) bei der Verwendung eines dreidimensionalen Schleifkonditionierungspads wie Scotch-Brite die Haftung eher begünstigt. Damit eine Haftung zustande kommt, muss der Klebstoff durch eine Art Kapillarreaktion in die Mikrostruktur gezogen werden, so dass geringfügige Veränderungen aufgrund der Körnung oder der Abriebmethode erhebliche Auswirkungen haben können.
Ein weiteres interessantes Ergebnis war die signifikant höhere Abweichung zwischen den Abziehvorgängen bei Schleifpapier und Scotch-Brite. Dieses Ergebnis könnte mit dem schnellen Aufbau von Aluminium zusammenhängen, der auf der Oberfläche des Schleifpapiers beobachtet wurde und der zwischen den Anwendungen nur schwer zu reinigen ist. Infolgedessen ist es wahrscheinlich, dass nicht jeder dolly die gleiche Gefügestruktur erhält. Das Scotch-Brite-Pad lässt den Aluminiumstaub durch sein Gewebe fallen, was zu einer gleichmäßigeren Mikrostruktur zu führen scheint. Das Scotch-Brite-Pad verschleißt auch at und muss seltener ausgetauscht werden.
Das durchschnittliche Versagen der Klebeverbindung auf der Grundlage der Oxidationszeit nach dem Abrieb ist in Tabelle 2 dargestellt. Dieser relativ geringe Unterschied in der Klebkraft ist wahrscheinlich auf eine begrenzte Auswirkung der Oxidation auf die dollies zurückzuführen. Da Aluminium in der Regel sofort eine dünne Aluminiumoxidschicht bildet, wenn es der air ausgesetzt wird, ist es plausibel, dass nicht kontaminierte dollies keine langfristigen Auswirkungen der Exposition erfahren würden. Die Auswirkungen der Oxidation wären bei anderen dolly , insbesondere bei Kohlenstoffstahl, potenziell viel größer.

Das durchschnittliche Versagen der Verklebung auf der Grundlage der Reinigungsmethode vor der Verklebung ist in Tabelle 3 dargestellt. Dieser vernachlässigbare Unterschied untermauert die Theorie, dass die Bearbeitung der dollies vor dem Versand eine Entfettung der dollies vor der Verwendung überflüssig macht, solange sie vom Kunden sorgfältig behandelt werden.

Es ist wichtig, darauf hinzuweisen, dass die Entwicklung von Hypothesen und die Auswahl und Eliminierung von Faktoren auf mehreren früheren Tests, Vergleichen und Experimenten beruhte. Einige der ausgeschlossenen Faktoren mit den entsprechenden Testergebnissen werden im Folgenden kurz dargestellt.
Die Wirkung von kugelgestrahlten dollies wurde mit dem Ausfräsen verglichen. Es wurden drei Epoxidharze verschiedener Hersteller verwendet. Insgesamt 24 dollies wurden mit den beiden Abrasionsmethoden hergestellt und dann auf eine stark haftende, mit weißem Epoxid beschichtete, gestrahlte Stahlplatte geklebt. Die durchschnittliche Bruchfestigkeit der Verbindung zwischen dolly betrug 2686 psi für die gestrahlten und 2786 psi für die gefrästen dollies. Eine anschließende Literaturrecherche half, dieses Ergebnis zu erklären, indem festgestellt wurde, dass die erwarteten Vorteile des Kugelstrahlens nur dann zum Tragen kommen, wenn die dollies innerhalb von Stunden nach der Vorbereitung auf die Beschichtung geklebt werden. 2
Es ist allgemein anerkannt, dass Aluminium, das mit Chrom- oder Schwefelsäure anodisiert und versiegelt wurde, nach Entfettung und leichtem Abschleifen geklebt werden kann. Phosphorsäureanodisiertes Aluminium hat die optimalen Oberflächeneigenschaften für eine direkte Verklebung ohne Vorbehandlung, aber die behandelten dollies müssen auch innerhalb weniger Stunden nach dem Anodisieren verklebt werden, um den gewünschten Effekt zu erzielen. 2 Diese Theorie wurde mit einer kleinen Stichprobe von dollies getestet, die etwa eine Woche nach der Eloxierung geklebt wurden. Die Verzögerung bei der Verklebung der dollies war größtenteils auf die unvermeidlichen Versand- und Bearbeitungszeiten zurückzuführen. Diese dollies wurden auch gegen endgefräste dollies getestet. Die eloxierten dollies wiesen 20 bis 30 % geringere Haftwerte auf.
Es wurde ein Haftungstest mit einer Aluminium-Oberflächengrundierung durchgeführt, um die Klebeverbindung dolly zu maximieren. Bei der getesteten Oberflächengrundierung handelte es sich um Henkel Alodine 1132, die als militärisch anerkannte Konversionsbeschichtung sehr empfohlen wurde. Für den Haftungstest wurde eine gleiche Anzahl von dollies mit verschiedenen Abriebmethoden verwendet, darunter maschinelle Bearbeitung, Schaftfräsen, Sandpapering und Kugelstrahlen. Darüber hinaus wurden 6 verschiedene Zweikomponenten-Epoxide verwendet. Das Endergebnis war eine durchschnittliche Haftfestigkeit von 1776 psi mit Henkel gegenüber 2277 psi ohne. Dieses Ergebnis ist wahrscheinlich auf eine Kombination von Faktoren zurückzuführen, vor allem darauf, dass das Henkel-Produkt zwar ein hoch akzeptiertes Bindemittel ist, aber nicht unbedingt die Zugfestigkeit aufweist, die für die Verwendung in Abzugshaftungstests erforderlich ist. Es ist anzumerken, dass das Henkel-Produkt die Abziehfestigkeit bei einigen Kombinationen von Klebstoffen und Abriebmethoden verbessert hat, aber insgesamt zu niedrigeren Haftfestigkeitsprüfungswerten führte.
Ein letzter bemerkenswerter Vergleich betraf die Entfettung und Reinigung von dollies. Zusammenfassend lässt sich sagen, dass dollies , die abgeschliffen und sorgfältig behandelt worden waren, keine besonderen Entfettungs- und Reinigungsmethoden benötigten. Unabhängig davon, ob dollies mit Methylethyl-Keyton, Aceton oder Alkohol abgetupft oder einfach mit einem trockenen Tuch abgewischt wurden, waren die Unterschiede in der Haftfestigkeit statistisch nicht signifikant. Dollies , die abgeschliffen und dann ohne Reinigung oder Entfettung direkt aufgeklebt wurden, wiesen at Schnittstelle zwischen dolly eine geringere durchschnittliche Haftfestigkeit auf. Bei der Untersuchung unter dem Mikroskop zeigte sich, dass der Klebstoff, der bei diesen Fehlern auf der Beschichtung zurückblieb, tendenziell eine höhere sichtbare Konzentration von Verunreinigungen auf der Oberfläche aufwies (insbesondere durch Abriebmethoden wie Schleifen), wenn niedrigere Haftfestigkeitswerte festgestellt wurden.
Diese vorläufigen Ergebnisse in Verbindung mit den unerschwinglichen Kosten für zusätzliche Verfahren wie Kugelstrahlen, Eloxieren, Konversionsbeschichtung und Entfettung führten zur Entwicklung eines einfachen, aber raffinierten Verfahrens, das sich besser vor Ort beim Kunden einsetzen lässt.
Eine häufige Kundenanfrage, die sich direkt auf die Vorbereitung der dolly bezieht, ist die Wiederverwendung von dollies. Dieser Wunsch wird in der Regel von Kunden geäußert, die an Haftfestigkeitsprüfgeräte gewöhnt sind, die die teureren dollies verwenden. Für solche Anwendungen werden maßgeschneiderte Geräte angeboten, die es dem Kunden ermöglichen, Beschichtung und Klebstoff durch Erhitzen und zeitaufwändiges Abkratzen vom dolly zu entfernen. Die Anzahl der Wiederverwendung des dolly ist in der Regel nur durch die Abnutzung der dolly vor jeder Wiederverwendung begrenzt.
In Gesprächen mit zahlreichen Inspektoren wurde festgestellt, dass diese die Idee der Wiederverwendung von dollies oft ablehnen, da sie die dollies als kritischen Nachweis der Testergebnisse aufbewahren müssen. Andere Kunden entscheiden sich dafür, die dollies als dauerhafte Qualitätsaufzeichnungen aufzubewahren, die den Erfolg des Abziehens belegen und gleichzeitig damit verbundene Details wie die Dicke der abgezogenen Beschichtung liefern. Ein Ansatz, um die Wiederverwendung von dollies zu vermeiden, ist die Bereitstellung eines kostengünstigeren dolly , das der Kunde nach der Prüfung entweder aufbewahren oder entsorgen kann.
Wenn der dolly in seinen ursprünglichen Zustand zurückversetzt werden kann, ist eine Wiederverwendung kaum zu befürchten. Es wird jedoch darauf hingewiesen, dass von einer Wiederverwendung dringend abzuraten ist, wenn der dolly erheblich beschädigt oder abgenutzt ist. Dies ist häufiger und unmittelbarer bei dollies der Fall, die bei Abzügen mit hohem Druck durch die Schnellkupplung beschädigt werden können. Alle dolly können Unebenheiten aufweisen, die durch wiederholtes Schleifen oder Bearbeiten beim Reinigen früherer Testbeschichtungen und Klebstoffe entstehen.
Die in diesem Artikel dokumentierten Experimente, Tests und Vergleiche zeigen, dass die Hersteller die notwendigen Geräte und Methoden bereitstellen müssen, um die dollies für wiederholbare Haftfestigkeitstests vorzubereiten. Es wird anerkannt, dass es unbegrenzte chemische und mechanische Lösungen für die Vorbereitung von dollies gibt, aber es wird vorgeschlagen, dass einfachere und erschwinglichere Methoden zum Abschleifen von dollies existieren könnten. Im Fall der untersuchten dollies war das Abschleifen mit einem Scotch-Brite-Pad und die anschließende Reinigung mit einem trockenen Tuch mehr als ausreichend, um schlechte Abzugshaftungstests aufgrund von dolly zu vermeiden.
Die in dem Artikel kurz erwähnten Versuchsergebnisse zeigen auch, dass verschiedene Material- und Klebstoffkombinationen ihre eigenen optimalen Vorbereitungsmethoden haben können. Die Experimente zeigten, dass Änderungen der Abrasionsmethode die Haftfestigkeit für einen Klebstofftyp erhöhten, während sie für einen anderen niedriger ausfielen. Nicht alle diese Alternativen wurden in vollem Umfang erforscht, da die vorläufigen Versagensfestigkeiten für einen bestimmten Klebstoff und das zugehörige dolly noch deutlich niedriger waren. Da Faktoren wie Beschichtungskompatibilität und Aushärtungszeit die Verwendung eines bestimmten Klebstoffs für eine bestimmte Anwendung einschränken können, wird empfohlen, die in diesem Artikel erörterten Faktoren als Rahmen für die Auswahl und Überprüfung der vom Kunden vorgenommenen Änderungen an der vom Hersteller empfohlenen dolly zu verwenden.
Weitere Informationen finden Sie in unserem PosiTest AT, Ressourcen für Adhäsionsprüfungen, und dollies.

DeFelsko bedankt sich bei Mike Munsell, einem Konstruktionsingenieur at Vantico, für seine unschätzbare technische Unterstützung sowie bei Bill Corbett und KTA-Tator für die Bereitstellung von Mustern und den Austausch von Erfahrungen während der Testphase des PosiTest.
ΠScotch-Brite ist eine eingetragene Marke der Firma 3M
1 "Adhesion and Adhesives Technology", Dr. Alphonsus V. Pocius, Hanser Publications, Cincinnati, Ohio, USA
2 "Surface Preparation and Pretreatments", Vantico Ltd, Duxford, Cambridge, UK








