
Um die vollständige PDF-Version dieses Berichts zu sehen , klicken Sie hier.
Bei einem kürzlich durchgeführten Beschichtungsprojekt sollten die Haftfestigkeitsprüfungen gemäß ASTM D4541 durchgeführt werden. Die Anforderungen lauteten, dass mindestens ein Test pro 1.000 Quadratfuß Beschichtung und ein Test pro 100 Quadratfuß Beschichtungsreparatur durchgeführt werden sollte. Die Beschichtungsspezifikation selbst verlangte eine Mindesthaftung von 1.000 psi. Die Beschichtungsspezifikation war jedoch auf ein bestimmtes Polyurethan mit 100 Volumenprozent Feststoffanteil zugeschnitten, für das im Produktdatenblatt ein Haftwert von 2.000 psi angegeben war. Vor Beginn der Arbeiten wurde entschieden, dass die Beschichtung at Mindestwert von 1.900 psi getestet werden sollte. Es erschien vernünftig, dass die Haftfestigkeit der Beschichtung at 95 % des angegebenen Werts betragen sollte (95 % von 2.000 psi = 1.900 psi). Viele Tests wurden bis 2.000 psi oder darüber hinaus durchgeführt, ohne dass die Haftung versagte. Zum Leidwesen des Auftragnehmers erfüllten viele Tests nicht die Mindestanforderung von 1.900 psi. Einige fehlgeschlagene Tests mit sehr kleinen Gesamtflächen bedeuteten, dass der Auftragnehmer große Flächen neu strahlen und beschichten musste. Mann, saß er fest!
Es ist unerlässlich, dass eine Beschichtung gut auf dem Substrat haftet, und die Prüfung der Haftung scheint eine einfache Aufgabe zu sein. Doch die Haftung von Beschichtungen ist äußerst komplex und wird nur unzureichend verstanden. Einfache Haftfestigkeitsprüfungen wie das Abtasten und der Versuch, die Beschichtung mit einem Spachtel oder Taschenmesser anzuheben, sind subjektiv. Die Haftfestigkeitsprüfung durch Abziehen ist konzeptionell einfach und liefert eine einzige diskrete Größe - die Kraft, die erforderlich ist, um einen Bruch zu verursachen. Die Art des Beschichtungsbruchs im Sinne eines adhäsiven oder kohäsiven Versagens sollte vermerkt werden, ebenso wie die relativen Bereiche, was manchmal der Fall ist, aber es ist dieser diskrete quantitative Wert, den die Leute begehren.
Obwohl das Prüfergebnis ein einziger numerischer Wert ist, ist jeder solche Test nur ein Hinweis auf die relative Leistung. Bei der Prüfung der Beschichtungshaftung geht es um mehr als die Verwendung eines Werkzeugs zur Ermittlung eines numerischen Ergebnisses, das als Kriterium für das Bestehen oder Nichtbestehen verwendet werden kann. Die Prüfmethode ASTM D4541 wurde zwar vorgeschrieben, liefert aber Informationen, die bei diesem Projekt völlig außer Acht gelassen wurden.
Der Test spiegelt sowohl materielle als auch instrumentelle Parameter wider. Verschiedene Werkzeuge und verschiedene Klebstoffe ergeben unterschiedliche Werte. Unterschiede bei Temperatur, Luftfeuchtigkeit und anderen Faktoren erschweren die Sache. Sogar die Steifigkeit des Substrats beeinflusst die Testergebnisse. Bei sonst gleichen Bedingungen sind die Prüfwerte beispielsweise bei 1 ⁄4 Zoll dickem Stahl im Allgemeinen höher als bei 1 ⁄8 Zoll dickem Stahl.
Das Hauptproblem besteht in der mangelnden Reproduzierbarkeit der Prüfmethode. In Abschnitt 6.1.1 der ASTM D4541 heißt es, dass in der Regel at drei Wiederholungen erforderlich sind, um die Testfläche statistisch zu kategorisieren (im Vergleich zu den beruflichen Anforderungen von einem Test pro 1.000 Quadratfuß). Wie bei SSPC-PA 2 besteht das Ziel darin, eine Fläche statistisch zu kategorisieren, und nicht darin, einen niedrigen Wert zu suchen und zu finden.
ASTM D4541-02 enthält einen Abschnitt, der sich mit der Präzision befasst, und eine Tabelle, die die erwartete Varianz für Labortestergebnisse (innerhalb eines Labors - im selben Labor durchgeführt - und zwischen verschiedenen Labors - Vergleich zwischen verschiedenen Labors) zeigt. Die Variabilität wird in drei verschiedenen Formen dargestellt. Die erste ist der Variationskoeffizient, eine Dezimalzahl oder ein Prozentsatz, der durch Division der Abweichung standard einer Probe durch den Mittelwert (Durchschnitt) ermittelt wird. Die zweite Form sind die Freiheitsgrade, die sich auf die t-Verteilung für die Stichprobe beziehen. (Denken Sie an die bekannte Glockenkurve.) Das sind Begriffe, die nur ein Statistiker lieben kann. Glücklicherweise ist der dritte Ansatz unkomplizierter und für Beschichtungsfachleute leichter zu handhaben: die maximal akzeptable prozentuale Differenz.
Die Tabelle zeigt, dass je nach Gerätetyp die akzeptable prozentuale Differenz zwischen zwei Werten zwischen etwa 25 % und 58 % liegen kann. Dies ist ein klarer Hinweis darauf, dass der Test recht variabel ist, aber ein Beispiel hilft weiter. Für ein Gerät des Typs IV, das im selben Labor verwendet wird, gibt Tabelle 1 der ASTM D4541-02 einen Variationskoeffizienten von 8,5 % an, es gibt 48 Freiheitsgrade, und die maximal zulässige Differenz beträgt 29 %. Die prozentuale Abweichung von zwei Prüfergebnissen wird durch die folgende einfache Gleichung bestimmt.
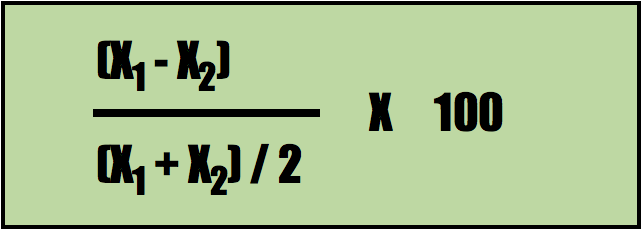
Betrachten wir nun zwei Prüfwerte: 2.100 psi und 1.600 psi. Setzt man diese Werte in die Gleichung ein, erhält man ein Ergebnis von 27 %, das unter der in der ASTM-Tabelle angegebenen maximal zulässigen Differenz von 29 % liegt. Die angegebene Genauigkeit der Prüfmethode ist so gering, dass keiner der beiden Werte, 2.100 psi oder 1.600 psi, als der korrekte Wert angesehen werden kann. Bei einer sehr kleinen Stichprobe von nur wenigen Messungen sollten diese beiden Werte zu Recht als so gut wie das gleiche Ergebnis angesehen werden. Das ist kein gesunder Menschenverstand, aber das ist Präzision für Sie, oder der Mangel daran.
Genauigkeit und Präzision werden manchmal als mehr oder weniger dasselbe angesehen, obwohl sie in Wirklichkeit sehr unterschiedlich sind. Genauigkeit ist eine Frage der Zielgenauigkeit. Präzision ist eine Frage der Wiederholbarkeit und Reproduzierbarkeit. Wenn man zum Beispiel beim Dartwerfen auf das Bull's Eye zielt und drei Darts wirft, die jeweils einen Zentimeter von der Mitte des Bull's Eye entfernt landen, aber at Ecken eines gleichseitigen Dreiecks angeordnet sind, hat man eine gute Genauigkeit, aber die Präzision ist schlecht. Die Pfeile sind alle nahe am Ziel, aber sie sind nicht nahe beieinander. Vielmehr befinden sie sich auf allen Seiten des Ziels. Landen dagegen alle drei Pfeile im Doppel-20-Feld, ist die Genauigkeit schlecht, aber die Präzision ist ausgezeichnet. Für eine gute Genauigkeit und eine gute Präzision muss man alle drei Darts nahe am Bull's Eye platzieren, und zwar nahe beieinander.
Die verschiedenen Arten von Abzugsprüfgeräten können für eine gute Genauigkeit kalibriert werden. Das Manko der Prüfmethode ist jedoch, dass die Präzision nicht sehr gut ist. Im Labor ist sie nicht sehr genau. Erwarten Sie nicht, dass sie unter Feldbedingungen besser ist.
Die Angabe eines Mindestwertes für die Haftfestigkeit von 1.900 psi bei diesem Projekt, um innerhalb von 5 % der angegebenen Haftfestigkeit von 2.000 psi für die verwendete Beschichtung zu liegen, scheint vernünftig zu sein, wenn man nichts über Beschichtungen als Werkstoffe, die Prüfgeräte und das standard ASTM D4541 weiß. Die Haftfestigkeit von Beschichtungen ist at mit der Zugfestigkeit von Stahl oder der Druckfestigkeit von Beton vergleichbar. Eine Beschichtung mit einem Haftwert von 2.000 psi ist nicht doppelt so gut wie eine Beschichtung mit einem Haftwert von 1.000 psi. Vielmehr kann eine Beschichtung mit einem niedrigeren Haftungswert die bessere Leistung erbringen. PSI ist eine praktische und bekannte Maßeinheit. Beschichtungen können pro Quadratmeter aufgetragen werden, aber sie funktionieren oder versagen nicht nach Quadratmetern. Lassen Sie sich nicht auf die Jagd nach magischen Zahlen ein.








