Da die Betreiber von Verkehrsanlagen ihre Strukturen vor Korrosion schützen und gleichzeitig die Unannehmlichkeiten für die Reisenden verringern wollen, entscheiden sich viele für thermische Spritzbeschichtungen anstelle der herkömmlichen flüssigen Beschichtungen. Thermisch gespritzte Beschichtungen halten in der Regel 30 bis 50 Jahre, bevor Reparaturen erforderlich sind. Die höheren Kosten für TSC machen sich also bezahlt, und da weniger Reparaturen erforderlich sind, wird die Öffentlichkeit nicht so oft belästigt.
Das in der US-Transportindustrie am häufigsten verwendete Material für thermische Spritzschichten (TSC) ist Zink-Aluminium 85/15. Die TSC-Beschichtung wird entweder der Witterung ausgesetzt, damit sich durch die Oxidation von Zink und Aluminium eine natürliche Versiegelung bildet, oder sie wird kurz nach dem Aufbringen der TSC-Beschichtung mit einer durchdringenden Versiegelung versiegelt. Die Haftfestigkeitsprüfung des TSC ist in der Regel nach ASTM D4541, Test Method for Pull-Off Strength Using Portable Adhesion Testers, vorgeschrieben. Nach SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coatings (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel (Vorläufige Spezifikation für das Aufbringen von thermisch gespritzten Beschichtungen (Metallisierung) aus Aluminium, Zink und deren Legierungen und Verbundwerkstoffen für den Korrosionsschutz von Stahl), beträgt der Mindesthaftungswert für 85/15 Zn/Al TSC 700 psi. Im Rahmen eines Projekts haben wir untersucht, ob die Oxidation des TSC oder eindringende Versiegelungen die Haftwerte des TSC beeinflussen. Obwohl der Bindungsmechanismus und die Dauer der verbesserten Haftung nicht völlig klar sind, deuten unsere Feldversuche darauf hin, dass Versiegelungsmittel die TSC-Haftung verbessern können. Noch wichtiger ist, dass wir erkannt haben, dass der Auftraggeber bei der Spezifikation von Haftfestigkeitsprüfungen für TSC angeben sollte, ob die Prüfung an der versiegelten oder unversiegelten Beschichtung durchgeführt werden soll.
Im Jahr 2002 wollte die Niagara Falls Bridge Commission die langfristigen Vorteile von TSC auf der stark befahrenen Rainbow Bridge nutzen, die Niagara Falls, New York, USA, und Niagara Falls, Ontario, Kanada, verbindet. Unser Unternehmen leitete das 450.000 Quadratfuß (40.500 Quadratmeter) große Projekt.
Die Produktionsarbeiten lagen in den Händen von Clara Industrial Services, Ltd. aus Thunder Bay, ON. MISCO Inspection Services Co. Ltd. aus Picton, ON, übernahm die Qualitätskontrolle für den Auftragnehmer. Die Projektspezifikationen sehen 8-12 mils 85/15 Zn/Al auf der gesamten Struktur vor, gefolgt von 0,5-1,5 mils einer durchdringenden Versiegelung, die innerhalb von acht Stunden nach dem TSC-Auftrag aufgetragen wird. Der Vertrag sah auch regelmäßige Haftfestigkeitsprüfungen vor, wie sie vom zuständigen Ingenieur gefordert wurden. Bei der Durchführung der Haftfestigkeitsprüfung stellte das Inspektionspersonal einen erheblichen Unterschied zwischen den Haftfestigkeitswerten an den Stellen, an denen die dollies vor der Versiegelung auf die Oberfläche gestellt wurden, und den Werten nach der Versiegelung fest. Zwar erfüllten alle Werte die vorgeschriebene Mindestanforderung von 700 psi, aber wir wurden neugierig und veranlassten zusätzliche Feldtests
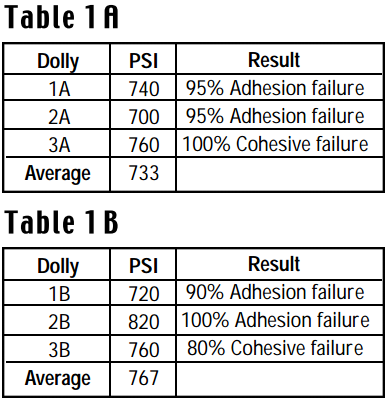
Ziel des Feldversuchs war es, festzustellen, ob und welche Auswirkungen die natürliche Versiegelung durch Oxidation des TSC oder die Penetrierversiegelung auf die Haftwerte des TSC haben. Es wurde ein Test mit drei separaten Platten durchgeführt. Alle Platten wurden gemäß SSPC-SP 5, Weißmetall-Strahlreinigung, mit Nickelschlacke Nr. 20 gestrahlt. Das Ankerprofil betrug 4,0-4,5 mils. Zum Verankern der dollies wurde ein Zweikomponenten-Epoxidklebstoff verwendet. Die Haftfestigkeitsprüfung wurde mit einem selbstausrichtenden PosiTest® AT Haftfestigkeitsprüfgerät gemäß ASTM D4541, Testmethode E, durchgeführt. Auf Platte Nr. 1 (Abb. 1) wurde TSC mit einer durchschnittlichen Dicke von 12,8 mils aufgetragen; drei dollies wurden auf die Platte gesetzt und am folgenden Tag gezogen, um 1A darzustellen. Der Durchschnittswert für die Haftung lag bei 733 psi, mit dem Ergebnis, dass die Haftung der Beschichtung auf dem Substrat und die Kohäsion innerhalb des TSC versagte. Die Platte wurde drei Monate lang at Temperaturen von 18 bis 27 °C und einer relativen Luftfeuchtigkeit von 50-70 % gelagert, so dass eine Oxidation des TSC stattfinden konnte. Drei dollies wurden erneut auf die Platte Nr. 1 gelegt und am folgenden Tag gezogen, um 1B darzustellen. Der Durchschnittswert für die Haftung lag bei 767 psi, mit dem Ergebnis, dass die Haftung der Beschichtung auf dem Substrat und die Kohäsion innerhalb des TSC versagte (Tabellen 1A und 1B). Die Haftwerte stiegen nur um 5 % und die Versagensarten änderten sich nicht, was darauf hindeutet, dass die natürlich vorkommende Oxidversiegelung, die sich innerhalb des TSC gebildet hat, keine direkte Auswirkung auf die Haftung des TSC hat.

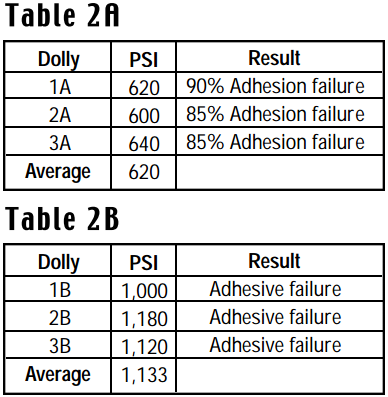
Auf Platte Nr. 2 (Abb. 2) wurde TSC mit einer durchschnittlichen Dicke von 12 mils aufgetragen; drei dollies wurden auf die Platte gestellt und am nächsten Tag gezogen, um 2A darzustellen. Der Durchschnittswert für die Haftung lag bei 620 psi, mit dem Ergebnis, dass die Beschichtung nicht auf dem Substrat haftete. Die Platte wurde drei Monate lang gelagert (bei 18-27 °C und 50-70 % relativer Luftfeuchtigkeit), so dass die Oxidation stattfinden konnte. Anschließend wurde eine durchdringende Versiegelungsschicht aus Corothane I Preprime (ausgehärtet at 800 F [427 C] und 60 % relativer Luftfeuchtigkeit) at einer Dicke von 0,5-1,5 mils (13-38 Mikron) aufgetragen. Drei dollies wurden auf die Platte Nr. 2 gesetzt und am nächsten Tag gezogen, um 2B darzustellen. Der Durchschnittswert für die Haftung lag bei 1.133 psi mit 100 % Klebstoffversagen (Tabellen 2A und 2B). Diese Ergebnisse zeigen, dass die Versiegelung eine deutliche Auswirkung auf die Haftung des TSC hatte, mit einem Anstieg der Haftwerte um 83 %.

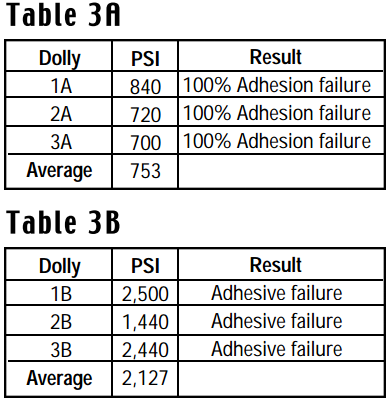
Auf Platte Nr. 3 (Abb. 3) wurde TSC at 10,4 mils aufgetragen. Die Platte wurde maskiert und in zwei Abschnitte unterteilt. Die Versiegelung wurde at von 0,5-1,5 mils auf das freiliegende TSC aufgetragen. Nachdem die Versiegelung ausgehärtet war, wurden am nächsten Tag auf jedem Abschnitt drei dollies aufgestellt und gezogen, wobei der unversiegelte Abschnitt 3A und der versiegelte Abschnitt 3B darstellte. Der durchschnittliche Haftungswert des unversiegelten Abschnitts betrug 753 psi, wobei die Beschichtung at Untergrund nicht haftete. Der durchschnittliche Haftungswert des versiegelten Abschnitts lag bei 2.127 psi, wobei der Klebstoff versagte (Tabellen 3A und 3B). Der Anstieg der Haftwerte um 183 % bei dem versiegelten Abschnitt gegenüber dem unversiegelten Abschnitt deutet auf einen erheblichen Anstieg der Haftwerte hin, wenn die Versiegelung kurz nach dem TSC aufgetragen wird.

Unsere Feldversuche ergaben, dass natürliche Oxide, die sich in den Poren des TSC bilden, dessen Haftwerte nicht beeinträchtigen. Flüssigversiegelungen können die Haftungswerte von TSC beeinflussen, selbst wenn sie aufgetragen werden, nachdem eine minimale Oxidation stattgefunden hat. Unsere Tests ergaben, dass sie sich auch auf die Haftungswerte auswirken, wenn sie kurz nach dem TSC aufgetragen werden. Versiegelungen mit guten Benetzungseigenschaften können in lose Bereiche (oder Risse) eindringen und die Hohlräume und Poren in TSC versiegeln. Wenn eine penetrierende Versiegelung über TSC aufgetragen wird, kann es sein, dass die Versiegelung in die Poren und Hohlräume des TSC eindringt und eine stärkere Haftung erzeugt.
Wenn TSCs für den Korrosionsschutz in Betracht gezogen werden, sollte der Eigentümer at Vorteile des Auftragens einer Flüssigversiegelung auf die TSCs prüfen. SSPC-CS 23.00(I) empfiehlt, die Versiegelung so bald wie möglich nach den TSCs oder innerhalb von acht Stunden aufzutragen. Die Erhöhung der Haftfestigkeitswerte des TSC mit der innerhalb dieser Parameter aufgetragenen Versiegelung ist offensichtlich und sollte beachtet werden. Wenn bei einem Projekt eine Haftfestigkeitsprüfung vorgeschrieben wird, muss angegeben werden, ob die Prüfung am unversiegelten oder versiegelten TSC durchgeführt werden soll.
Robert H. Unger, "Thermal Spraying of Bridges" (Thermisches Spritzen von Brücken), Thermal Spray: Advances in Coatings Technology, Proceedings of the National Thermal Spray Conference, Orlando, FL, USA, 14-17 September, 1988-8708-011.
Joseph T. Butler, Metallizing for Corrosion Control, Vol. 1, Issue 1 (Januar 2000).
SSPC-CS 23.00(I), Interim Specification for the Application of Thermal Spray Coating (Metallizing) of Aluminum, Zinc, and Their Alloys and Composites for the Corrosion Protection of Steel, SSPC Painting Manual, SSPC: Pittsburgh, PA (März 2000).
Eric C. Lohrey, Metallisierung von Stahlbrücken in der Praxis, JPCL (Mai 1995), S. 39-50